- 品牌
- 雨顺
- 型号
- 齐全
电子行业半导体芯片生产需使用电阻率≥18.2MΩ·cm的超纯水,反渗透(RO)过滤器凭借高效脱盐与除杂能力,成为超纯水制备的设备。其采用芳香族聚酰胺复合反渗透膜,通过压力驱动(1-10MPa)使水分子透过膜层,而盐离子、有机物、微生物等杂质被截留,脱盐率达99%以上,可将原水含盐量从1000mg/L降至10mg/L以下。过滤器采用“多段式”设计,提高水回收率(可达75-85%),配套的保安过滤器可保护RO膜免受颗粒污染。某半导体厂使用RO过滤器制备超纯水后,超纯水电阻率稳定在18.2MΩ·cm,水中金属离子含量<0.1ppb,粒径>0.1微米的颗粒数<1个/mL,完全满足7nm芯片生产需求。该过滤器耐温范围5-45℃,运行稳定,RO膜使用寿命达2-3年,结合后续离子交换树脂,可实现超纯水的高精度制备,为电子行业高精度生产提供不可或缺的水质保障。镇海区袋式过滤器标准。鄞州区小型过滤器

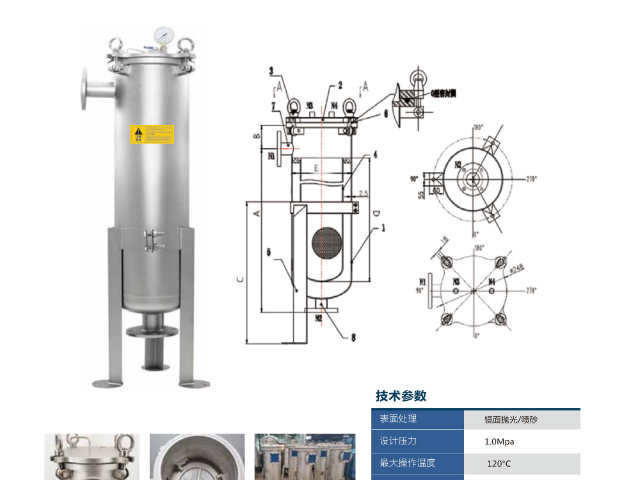
化工行业溶剂回收(如乙醇、、甲苯)过程中,溶剂易挥发且具有腐蚀性,传统袋式过滤器常因密封不严出现泄漏,不仅造成物料损耗,还存在安全隐患,凹盖式袋式过滤器凭借独特的凹形盖密封结构,成为该场景的理想选择。其优势在于凹形上盖与设备主体的贴合设计——凹盖内侧的密封槽与主体法兰精细匹配,配合氟橡胶密封圈,形成双重密封效果,工作压力0.1-1.0MPa范围内无泄漏,而传统平盖过滤器在0.5MPa以上易出现溶剂渗漏。过滤器主体采用316L不锈钢材质,耐酸碱范围pH值1-14,可耐受回收溶剂中的各类化学介质腐蚀,内置的PTFE滤袋过滤精度5-50微米,针对高纯度溶剂回收选用10微米滤袋,杂质去除率达99%以上。某化工厂使用10微米凹盖式袋式过滤器回收溶剂,处理前溶剂中杂质含量80mg/L,处理后降至2mg/L以下,回收率从82%提升至96%,且运行6个月内未出现一次溶剂泄漏,车间VOC浓度从150mg/m³降至30mg/m³,符合GB 37822-2019标准。该过滤器凹盖设计还便于安装压力监测与安全泄压装置,当内部压力异常时可自动泄压,进一步提升操作安全性,换滤时需拆卸4-6颗螺栓即可打开凹盖,单人10分钟完成操作,适配溶剂回收连续生产的需求,既降低成本又保障安全。北仑区小型过滤器厂家鄞州区全自动烛式过滤器标准。

医药行业无菌注射用水制备需在高压(0.8-1.2MPa)下实现高精度过滤,去除水中的微生物与微粒,传统袋式过滤器因承压能力不足易出现盖体变形、泄漏,凹盖式袋式过滤器凭借凹形盖的结构力学优势,成为设备。其凹形上盖通过有限元分析优化设计,可分散压力,在1.5MPa压力下盖体变形量<0.1mm,远低于传统平盖的0.5mm,配合卫生级快装接口与无菌密封圈,实现全密闭过滤,避免二次污染。过滤器采用0.22微米聚醚砜(PES)滤袋,可截留99.999%的细菌与内,符合GMP与USP标准,滤袋经γ射线灭菌处理,开箱即可使用。某制药厂使用该过滤器作为注射用水终端过滤,出水微生物限度始终为零,内含量<0.03EU/mL,有效保障了注射用水的无菌性。凹盖式结构还便于安装完整性测试接口,每次换滤后可快速进泡点测试,确保滤袋无破损,测试时间从传统设备的20分钟缩短至5分钟。该厂生产线每天换滤4次,采用凹盖式过滤器后,换滤与测试总耗时从2小时缩短至40分钟,年增加有效生产时间超300小时,同时因设备稳定运行,注射剂无菌合格率从99.2%提升至100%,为患者用药安全提供关键支持。
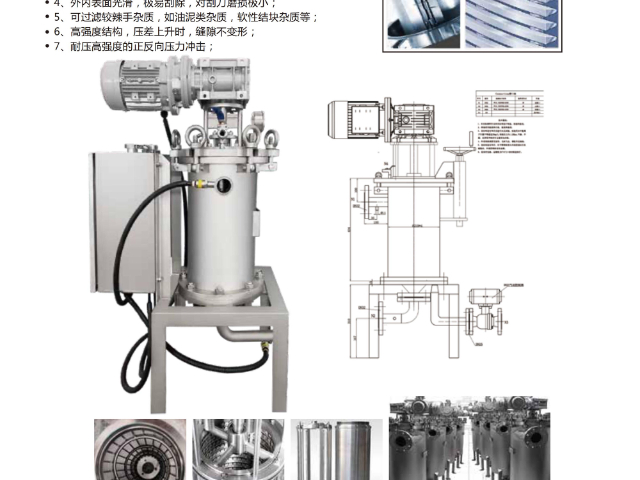
机械加工行业乳化液(切削液)在使用中会混入大量金属铁屑(粒径1-500微米),导致乳化液变质、刀具磨损加剧,磁性过滤器凭借高效除铁与延长乳化液寿命特性,成为必备设备。其内置度永磁体(磁场强度8000-15000Gs),当乳化液流经过滤器时,金属铁屑被磁场强力吸附在磁棒表面,通过手动或自动刮板将铁屑刮除。过滤器除铁效率达95%以上,可去除乳化液中90%以上的金属杂质,同时不影响乳化液的化学成分与润滑性能。某机械厂使用磁性过滤器净化车床切削乳化液后,乳化液更换周期从1个月延长至6个月,刀具使用寿命提升50%,工件表面加工精度达标率从92%提升至99.8%,每年节省乳化液采购成本20万元。该过滤器结构简单,无易损部件,维护成本低,适配车床、铣床、磨床等多种机械加工设备,可与袋式过滤器组合使用,实现“除铁+除杂”双重净化,大幅提升机械加工效率与产品质量。合肥自清洗过滤器标准。
石油化工行业原油输送需24小时连续进行,原油中的泥沙、金属锈蚀物(粒径100-500微米)会磨损输油泵与后续设备,传统单桶过滤器换滤时需关停输油管道,造成巨大经济损失,双联式袋式过滤器凭借连续过滤与度特性,成为原油预处理设备。其双桶采用Q235碳钢加厚材质,耐原油腐蚀与高压(工作压力1.0-2.5MPa),内置的不锈钢编织网滤袋过滤精度100微米,可截留95%以上的大颗粒杂质,保护输油泵。双桶通过液压三通阀切换,切换时间<10秒,输油压力波动<0.1MPa,确保原油输送连续。某炼油厂使用该过滤器后,输油泵磨损率降低70%,大修间隔从3个月延长至1年,原油处理效率提升25%。双联式结构的优势在“长距离输油”中尤为突出——该厂原油输送管道长50公里,传统单桶过滤器换滤需关停管道,每次损失原油超100吨,而双联式过滤器可不停机换滤,每年减少原油损失超800吨。该过滤器还配备自动排污阀,可定期排出桶内截留的杂质,减少换滤频率,同时桶体设有液位计与压力传感器,实时监测运行状态,为原油连续、安全输送提供保障。宁波芯式过滤器哪家好。绍兴小型过滤器标准
宁波PP过滤器过滤器标准。鄞州区小型过滤器
化工行业废润滑油再生过程中,需去除油中的金属磨损颗粒、积碳、水分(粒径5-50微米),摇臂式袋式过滤器凭借高容尘量与便捷维护特性,成为再生工艺的关键设备。其主体采用Q235碳钢材质,耐润滑油腐蚀,内置的玻璃纤维滤袋过滤精度20微米,容尘量达300g/㎡,是普通滤袋的2倍,可延长换滤周期,同时玻璃纤维材质耐温性优异(耐温200℃),适配废润滑油再生的高温工况(80-120℃)。摇臂式结构的优势在废润滑油再生“大处理量、高频换滤”场景中尤为明显——传统设备换滤需2人配合耗时25分钟,而摇臂式过滤器单人5分钟即可完成换滤,每日可节省换滤时间3小时以上,有效提升再生效率。某润滑油再生厂使用20微米摇臂式袋式过滤器处理废柴油机油后,油中金属颗粒去除率达99%,积碳去除率达95%,再生润滑油的清洁度等级从NAS 8级提升至NAS 6级,各项指标符合GB 11121-2006标准。此外,摇臂式结构使滤袋更换过程中润滑油损耗量控制在0.5%以内,远低于传统设备的5%,每年可减少润滑油损耗超5吨,同时设备维护成本降低60%,大幅提升再生项目的经济效益。该过滤器还可配合真空脱水系统使用,在过滤杂质的同时去除油中水分,实现“除杂+脱水”双重功能,进一步简化再生工艺。鄞州区小型过滤器
杭州雨顺智能装备有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的化工中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来杭州雨顺智能装备供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
- 慈溪芯式过滤器哪家好 2026-05-04
- 南京PP过滤器过滤器标准 2026-05-04
- 江北区PP过滤器过滤器厂家 2026-05-04
- 安徽小型过滤器材质 2026-05-04
- 苏州PP过滤器过滤器哪家好 2026-05-04
- 绍兴袋式过滤器标准 2026-05-04
- 合肥过滤器价格 2026-05-04
- 奉化区过滤器哪家好 2026-05-04
- 北仑区自清洗过滤器材质 2026-05-04
- 无锡芯式过滤器厂家 2026-05-04
- 芯式过滤器材质 2026-05-04
- 苏州精密过滤器哪家好 2026-05-04