- 品牌
- ENRX,易孚迪
- 牌号
- Weldac
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,镀铬管
- 截面形状
- 矩形管,方管,圆管
- 连接方式
- 焊接式
- 加工定制
- 是
- 是否进口
- 是
操作人员的培训成本也是设备采购需要考虑的因素,复杂的设备需要长时间培训,新手上手慢,还容易出现操作失误,影响生产质量。Weldec 高频感应焊管在设计的时候就考虑到了操作的易用性,界面设计简洁,常用操作清晰明了,常见管材规格的参数还能储存,下次生产直接调用就可以,操作人员经过简单培训就能上手操作。易孚迪感应设备(上海)有限公司还会为用户提供操作培训,帮助操作人员快速掌握设备的使用方法,新老手替换也不会耽误生产,降低了用人与培训的成本,对企业来说十分友好。直缝焊管生产线可以根据需要调整生产线速度和焊接参数。冷弯型钢高中频焊管设备
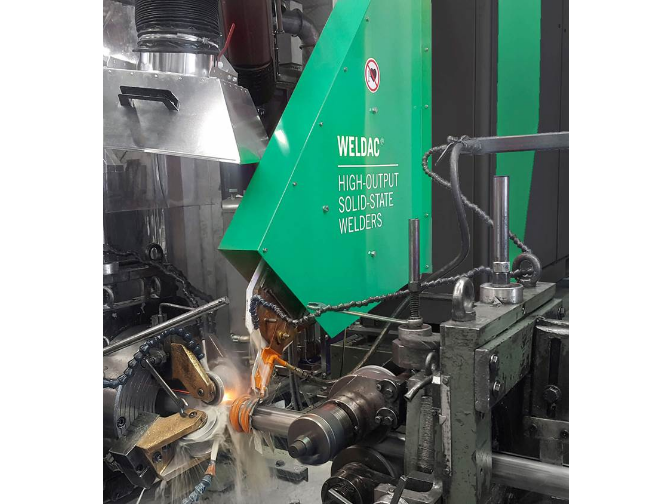
对于新建的管材生产线来说,选择合适的焊接设备十分重要,需要匹配生产线的产能规划,适配未来可能拓展的产品品类,Weldec 高频感应焊管有多种功率和频率选项,能满足新建生产线的规划需求,还能预留一定的功率空间,方便企业未来拓展产品品类。易孚迪感应设备(上海)有限公司可以根据生产线的产能与产品规划,推荐合适功率的设备,帮助企业做好规划,避免选错设备影响生产。设备的适配性强,能和不同品牌的前后工序设备对接,整合进新建生产线十分方便,不需要做大规模改造,缩短了新建生产线的安装调试周期,能更快投入生产。EFD Weldec高频接触焊管设备易孚迪(ENRX)的高频焊管机具有加热速度快,焊接效率高,适合高产量的管材生产。
不同直径、不同壁厚的管材焊接,对设备功率有不同要求,功率不足会导致焊接熔透深度不够,焊缝强度不达标,功率过剩又会造成能源浪费,增加生产成本。高中频感应焊管设备提供多种功率选择,能覆盖不同规格管材的焊接需求,企业可以根据自身生产的产品类型选择对应功率型号,避免功率不合适带来的问题。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,功率范围从50千瓦到2200千瓦,能满足从小直径薄壁管到大直径厚壁管的焊接需求,不同生产规模的管材企业都能找到适配的型号,不用为功率不合适发愁。
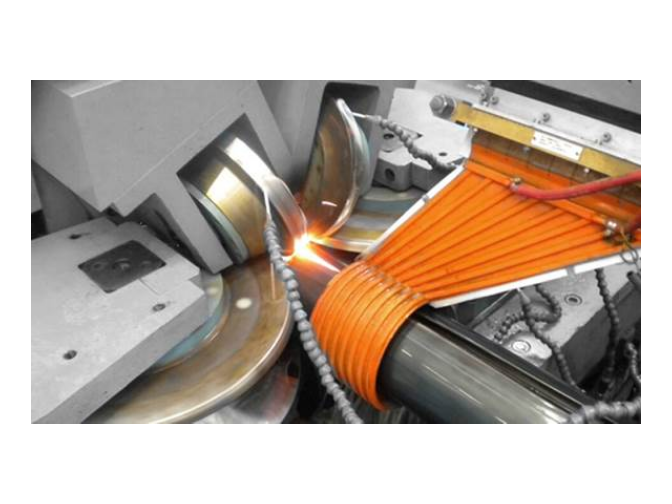
高频感应焊管机可处理多种金属材质,包括碳钢、不锈钢、合金钢、铜及铝等。碳钢因其高导电性和低成本,是高频焊接最常见的材料,适用于建筑、机械制造等领域。不锈钢因耐腐蚀性要求,高频焊接需精确控制加热温度,避免晶间腐蚀,易孚迪的设备通过优化线圈设计和功率调节,可确保焊缝质量。合金钢因添加铬、钼等元素,焊接时需考虑热裂纹风险,高频感应技术可通过快速加热减少热应力。铜和铝等有色金属导电性高,焊接时需调整频率和功率密度,防止过热或焊缝不牢。易孚迪的设备通过模块化设计,可适配不同材质的焊接需求,其高频电源和感应线圈可根据材料特性定制,确保焊接效率与质量。公司作为ENRX集团在亚洲的重要基地,提供从设计到售后的全流程服务,助力客户实现高效生产。易孚迪(ENRX)的Weldac 高频焊管设备操作简单,维护方便。

小直径薄壁管材焊接对频率要求较高,频率不合适很容易出现过烧,导致管材变形,影响外观和尺寸精度,Weldec 高频感应焊管频率范围覆盖 60-500 千赫,高频率选项能满足小直径薄壁管材的焊接需求,精确控制热输入,避免过烧变形。易孚迪感应设备(上海)有限公司的这款设备,频率会根据管材尺寸自动调整,生产小直径薄壁管的时候会自动匹配较高的焊接频率,快速完成焊接,减少热量向管壁的扩散,避免管材变形,保证管材的尺寸精度。不管是大直径厚壁管还是小直径薄壁管,都能找到合适的焊接频率,适配性很强。易孚迪(ENRX)的Weldac 高频焊管机具有感应焊和接触焊双功能。智能化焊管自动化线
易孚迪(ENRX)的Weldac 焊管机的自动化控制系统可以减少人为误操作,提高生产安全性。冷弯型钢高中频焊管设备
多品种小批量的管材订单已经成为很多管材企业的常态,这类订单要求设备能快速换型,适应不同规格的生产,传统设备换型慢,很难满足这种生产模式的需求,Weldec 高频感应焊管的快速换型设计,刚好适配这种生产模式。Weldec 高频感应焊管的感应器换型只需几秒钟,换型后自动调整频率,整个换产过程十几分钟就能完成,对比传统设备几个小时的换型时间,提升了换产效率,能帮助企业快速交付多品种小批量订单,提升客户满意度。易孚迪感应设备(上海)有限公司的这款设备,让企业在承接多规格订单时更有竞争力,不会因为换型慢错过订单。冷弯型钢高中频焊管设备
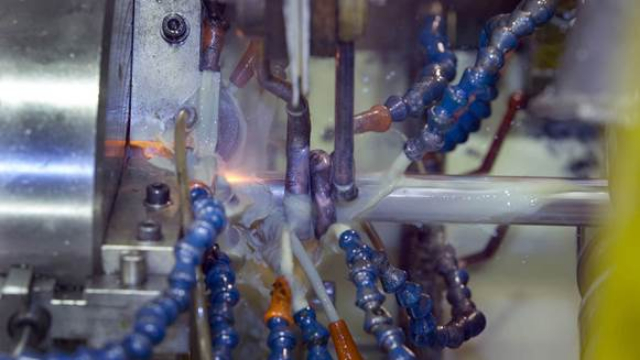
高频感应焊管机的能耗明显低于传统电阻焊或火焰焊,其单位能耗通常为0.3-0.8千瓦时/公斤焊材,具体取决于管径、壁厚及材质。以焊接直径50mm、壁厚2mm的碳钢管为例,能耗约为0.5千瓦时/公斤,较电阻焊降低30%以上。能耗优化主要源于高频电源的高效转换和感应加热的精确控制。易孚迪的设备采用全固态高频电源,转换效率达90%以上,远高于传统电子管电源。其感应线圈设计紧密贴合管坯形状,减少磁场泄漏,提高能量利用率。此外,设备配备智能控制系统,可根据焊接速度和材料厚度自动调节功率输出,避免无效加热。冷却系统采用闭环水冷设计,进一步降低能耗。易孚迪作为ENRX集团在亚洲的研发中心,持续优化设备能效,其...
- 碳化硅感应焊管装置 2026-05-19
- 镀锌管中频焊管自动化线 2026-05-19
- 法国Weldec高频感应焊管机 2026-05-19
- 方钢高频焊管系统 2026-05-19
- ENRX高频感应焊管 2026-05-19
- 不锈钢管高中频焊管系统 2026-05-19
- Weldec高频感应焊管生产线 2026-05-19
- 钢管中频焊管自动化线 2026-05-19
- 风冷式感应焊管装置 2026-05-19
- 铜管焊管系统 2026-05-19

- 美国Weldec中频感应焊管电源 2026-05-18
- 国产Weldec中频感应焊管电源 2026-05-18
- EFD INDUCTION Weldec中频接触焊管设备 2026-05-18
- 磁性钢高频焊管生产线 2026-05-18
- 非磁性钢焊管电源 2026-05-18
- 中频碳化硅感应焊管设备 2026-05-18




- ENRX高频感应焊管 05-19
- 不锈钢管高中频焊管系统 05-19
- Weldec高频感应焊管生产线 05-19
- 钢管中频焊管自动化线 05-19
- 风冷式感应焊管装置 05-19
- 铜管焊管系统 05-19
- 钢管高中频焊管系统 05-19
- Sinac焊管焊缝退火电源 05-19
- 中频碳化硅感应焊管设备 05-19
- EFD INDUCTION Weldec高频感应焊管电源 05-18