- 品牌
- 广东九重
- 型号
- JZS50-1350
- 种类
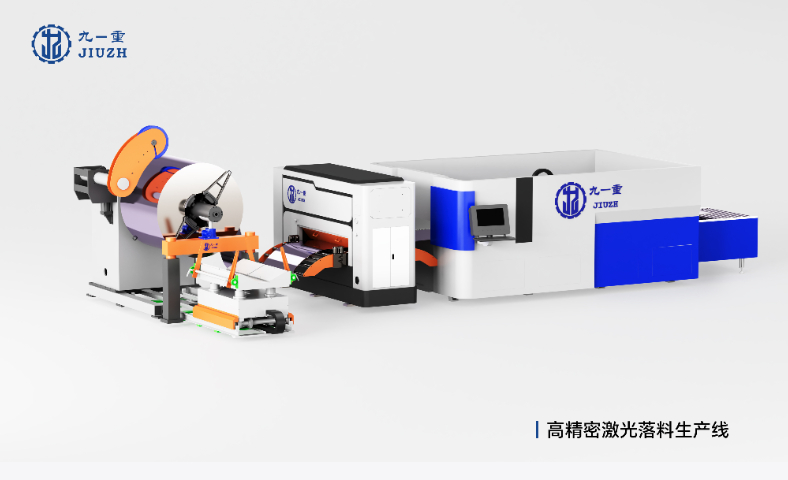
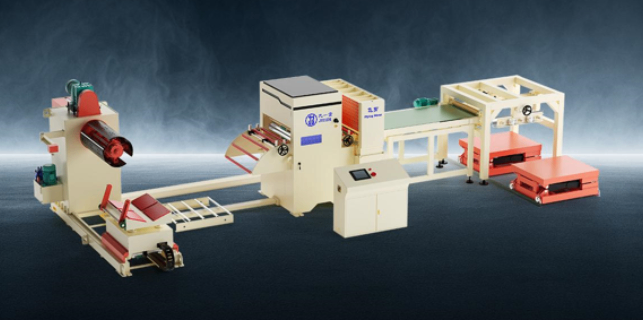
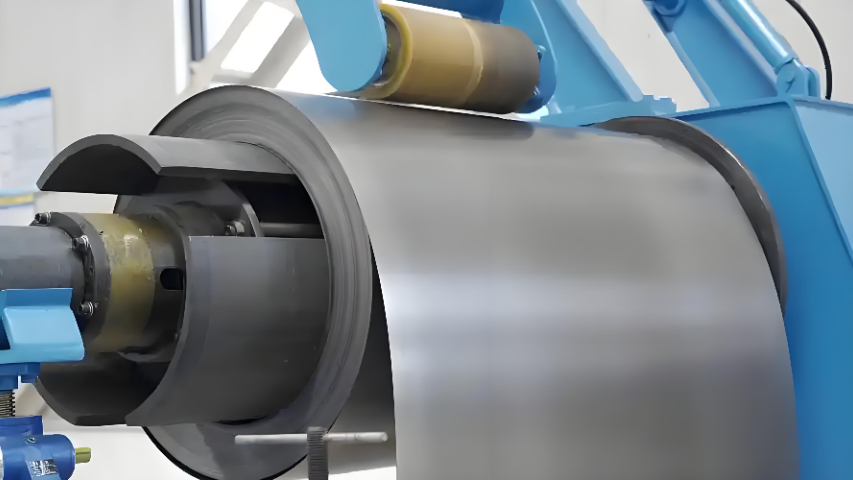
- 开卷矫平切割
相较于传统冲压加工依赖模具的生产方式,激光落料生产线无需制作特用模具,极大降低了企业的前期投入成本。一套汽车车身覆盖件冲压模具的开发成本高达数百万元,且开发周期长达数月,而激光切割可直接对高强度钢板进行加工,跳过模具开发环节。对于产品更新换代快的行业,如消费电子领域,频繁更换模具不仅成本高昂,还会延误生产进度,激光落料生产线凭借无模具限制的特性,能快速适应产品设计变化,减少因模具闲置或报废造成的资源浪费,为企业节省大量资金。柔性化生产模式,快速响应设计变更,缩短产品研发周期。湖南智能化激光落料生产线厂家

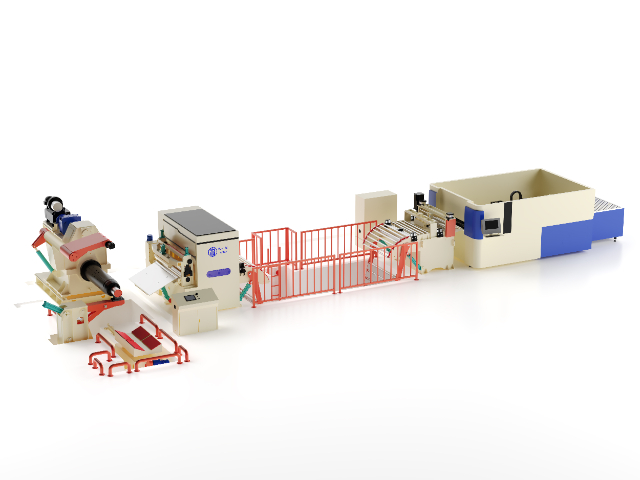
激光落料生产线主要由激光发生器、数控切割系统、工作台、自动上下料装置和辅助气体系统组成。激光发生器作为中心部件,决定了切割的功率和质量,常见的有光纤激光器、CO₂激光器等。数控切割系统通过计算机程序控制激光头的运动轨迹,实现高精度切割。工作台采用龙门式或悬臂式结构,配备高精度直线导轨和伺服电机,确保运动平稳。自动上下料装置采用机械臂或真空吸盘,实现板材的自动上料和成品的收集,减少人工干预。辅助气体系统提供氧气、氮气等气体,帮助排渣和保护切割表面质量。河南智能化激光落料生产线厂家切割异形件无需特殊工装,降低加工成本和难度。
其数控系统具备九域协同控制能力,可同时对激光功率、切割速度、气体压力、工作台运动等九个关键参数进行实时联动调节。在新能源汽车电池托盘的铝合金切割中,当板材材质不均匀导致局部切割质量下降时,系统能在 0.1 秒内分析九组传感器数据,同步调整激光功率与切割速度,确保切口质量始终一致。此外,九域协同控制支持多任务并行处理,可同时接收九个不同产品的切割指令,通过智能调度算法优化加工顺序,使设备利用率提升至 90%,相比传统控制系统效率提高 40%,有效满足多品种小批量的生产需求。
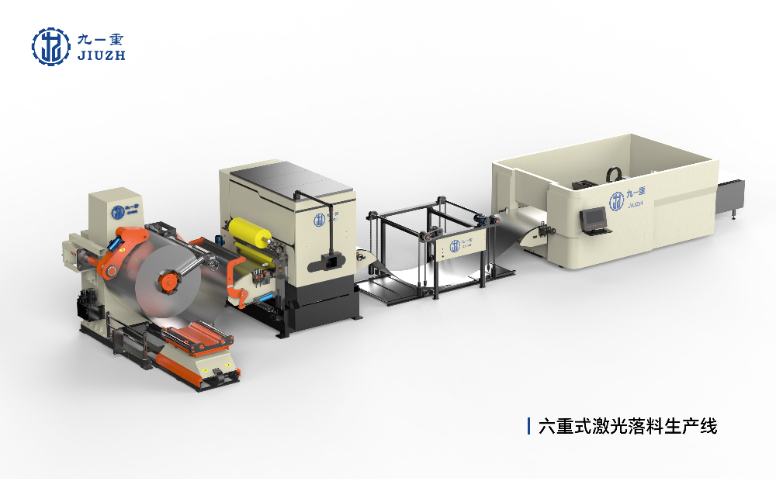
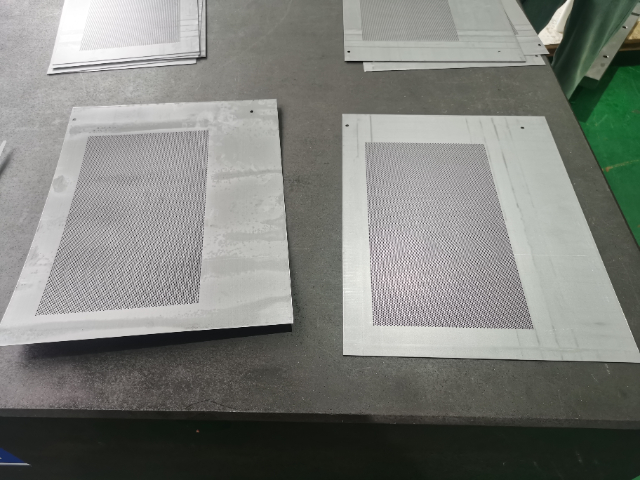
该生产线的柔性化加工能力使其适用于多样化生产需求。通过编程即可快速切换不同的切割图形,无需更换模具,能满足小批量、多品种的生产模式。在医疗器械制造中,常常需要生产多种规格的金属零部件,激光落料生产线可根据设计要求,快速调整切割参数,完成复杂形状零件的加工,如心脏支架的切割、骨科植入物的成型等。此外,对于新产品研发阶段的样品制作,激光切割的灵活性能够快速响应设计变更,缩短产品开发周期,助力企业抢占市场先机。厚板切割能力强,轻松处理 20mm 以上钢板,应用灵活。
九重激光落料生产线构建了九重立体安全防护网络,全方面保障生产安全。首层为激光防护帘,采用特殊滤光材料,可阻挡 99.9% 的有害激光辐射;第二层的毫米波雷达监测系统,能在 0.2 秒内检测到人员进入危险区域,并立即触发急停机制;第三层的液压缓冲装置,可在设备突发故障时迅速制动工作台,避免碰撞事故。此外,还有漏电保护、过载保护、防火监测等九重防护措施,形成从设备运行到环境安全的全链条保护。该安全体系使设备安全事故发生率降低至 0.01% 以下,远低于行业平均水平。支持多种文件格式导入,方便设计与生产衔接。江苏工业激光落料生产线厂家直销
智能排版软件优化布局,材料利用率超 90%,有效降低生产成本。湖南智能化激光落料生产线厂家
激光落料生产线配备智能监控系统,可实时监测设备运行状态,一旦出现故障,系统能在数秒内自动报警并定位故障点,同时推送详细的故障原因分析。在能源装备制造中,生产风电塔筒零部件时,若激光发生器出现功率异常等问题,系统立即触发警报,维修人员可依据提示快速排查和修复故障。与传统设备故障排查可能耗时数小时不同,激光落料生产线的快速故障响应机制大幅减少了停机时间,保障设备持续高效运行,降低因故障导致的生产延误风险。湖南智能化激光落料生产线厂家
九重激光落料生产线的切割速度远超数控冲床生产线。数控冲床受模具更换和机械运动限制,每分钟加工行程有限,在加工汽车覆盖件时,每分钟只能完成 3 - 5 个冲压动作。九重激光落料生产线采用九路激光并行工作模式,火速切割速度可达每分钟 25 米,是数控冲床加工效率的数倍。在汽车白车身大规模生产中,数控冲床每小时加工约 80 件侧围板,九重生产线每小时可加工 300 件以上,极大缩短了生产周期。而且,九重生产线的动态变焦切割头可快速适配不同厚度板材,保持高效切割,而数控冲床面对不同板材需频繁调整模具,效率低下,九重生产线在速度和灵活性上优势明显。远程监控与操作,方便管理,突发情况可及时处理,减少停机。...
- 江苏激光落料生产线设备厂家 2026-05-02
- 安徽落料激光落料生产线 2026-05-02
- 江西直销激光落料生产线设备厂家 2026-05-02
- 福建金属加工激光落料生产线批量定制 2026-05-02
- 四川工业激光落料生产线厂家 2026-05-01
- 湖南工业激光落料生产线电话 2026-05-01
- 大型激光落料生产线批量定制 2026-05-01
- 湖北批量生产激光落料生产线销售厂 2026-05-01
- 山西耐用激光落料生产线销售厂 2026-05-01
- 江西直销激光落料生产线 2026-05-01
- 上海加工激光落料生产线价格 2026-04-30
- 上海设备激光落料生产线设备厂家 2026-04-30
- 江西多功能激光落料生产线设备厂家 2026-04-30
- 上海附近激光落料生产线设备厂家 2026-04-30
- 河南购买激光落料生产线电话 2026-04-29
- 江苏设备激光落料生产线厂家 2026-04-29


- 江西直销激光落料生产线设备厂家 05-02
- 福建小型精密液压式高精密矫平机厂家 05-02
- 山西高精度液压式高精密矫平机批量定制 05-02
- 福建金属加工激光落料生产线批量定制 05-02
- 四川工业激光落料生产线厂家 05-01
- 湖南工业激光落料生产线电话 05-01
- 大型激光落料生产线批量定制 05-01
- 湖北批量生产激光落料生产线销售厂 05-01
- 广东小型精密液压式高精密矫平机厂家供应 05-01
- 江西高精度液压式高精密矫平机 05-01