- 品牌
- 恩畅
- 型号
- ECE
机械臂控制策略对柔性机械臂的控制一般有如下方式,1)刚性化处理。完全忽略结构的弹性变形对结构刚体运动的影响。例如为了避免过大的弹性变形破坏柔性机械臂的稳定性和末端定位精度NASA的遥控太空手运动的比较大角速度为。前馈补偿法。将机械臂柔性变形形成的机械振动看成是对刚性运动的确定性干扰而采用前馈补偿的办法来抵消这种干扰。德国的BerndGebler研究了具有弹性杆和弹性关节的工业机器人的前馈控制。张铁民研究了基于利用增加零点来消除系统的主导极点和系统不稳定的方法设计了具有时间延时的前馈控制器和PID控制器比较起来可以更加明显的消除系统的残余振动。SeeringWarrenP。等学者对前馈补偿技术进行了深入的研究。加速度反馈控制。KhorramiFarShad和JainSandeep研究了利用末端加速度反馈控制柔性机械臂的末端轨迹控制问题。被动阻尼控制。为降低柔性体相对弹性变形的影响选用各种耗能或储能材料设计臂的结构以控制振动。或者在柔性梁上采用阻尼减振器、阻尼材料、复合型阻尼金属板、、阻尼合金或用粘弹性大阻尼材料形成附加阻尼结构均属于被动阻尼控制。近年来粘弹性大阻尼材料用于柔性机械臂的振动控制已引起高度重视。80年代后期以来,各国先后改用交流伺服电机-苏州恩畅。江苏防爆伺服电动缸定制厂家

控制电路由下列几部分组成:即把速度给定信号与电动机速度反馈信号进行比较,用以产生电流给定信号Ia的调节器,按照电动机转子位置产生相电流给定值iu、iv、iw的电流函数发生器,以及控制相电流的电流调节器。对正弦波电流驱动的永磁交流伺服驱动器来说,电流函数发生器产生如下电流参考值:iu=Iasinθr对矩形波电流驱动的永磁交流伺服驱动器,即把速度给定信号与电动机速度反馈信号进行比较,用以产生电流给定信号Ia的调节器;由转子位置传感器信号处理得到转子每转360°(电角度)的周期内区分出6个状态的位置信号,用这个信号和对相绕组电流采样信号综合形成一个与电动机电磁转矩瞬态值成正比的合成电流信号,将指令电流信号和合成电流信号比较、放大和校正,进人PWM,根据电动机转子位置,电流函数发生器产生相电流给定值iu、iv、iw,电流调节器控制相电流,通过逆变桥的基极驱动电路,控制电动机的相电流,其幅值与指令电流信号成正比。其转矩为T=KaIaΦ式中Ka—比例常数;Φ—有效磁场磁通。所采用的逆变桥为晶体管矩形波PWM逆变器。从永磁交流伺服系统的两种驱动模式中,正弦波电流驱动的永磁交流伺服驱动器是一种高性能的控制方式,电流是连续的。成都折叠伺服电动缸定制交流电机又分单相、三相、同步、异步等-苏州恩畅。

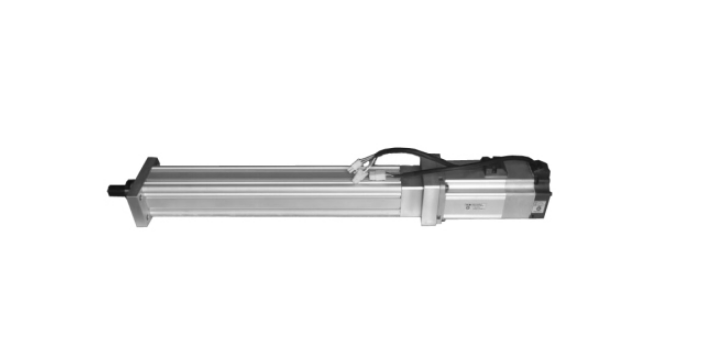
适用范围:"伺服压装设备"伺服压装设备三大类型压机---十几种不同公称力范围的多用途压装缸:直连式折返式伺服电动缸:5-500KN(0-100%可调)行程:100-600mmMAX速度:130-220mm/s(0-100%可调)压力控制精度<1%位置控制精度(mm)±伺服电机通过传动机构与缸体内的滚珠丝杠连接,推动抗扭压杆直线运动完成压装过。内置应变式压力传感器实时采集压力大小,进行数据记录和压装过程反馈。伺服电动缸缸体的紧凑型设计,减少了缸体的安装高度。缸体内有坚固的抗扭压杆,可以直接将工装装在压头上。简练的控制---高度集成化和模块化:控制箱将伺服运动控制、压力检测、IO接口、滤波、电源等一体化设计,解决了干扰、粉尘、散热等问题,维护性高、稳定性好,线缆接口防错设计、全部采用插头方式,连接方便。支持I/O、TCP/IP、OPC等多种总线控制方式,控制箱实现对“力-位移-速度”等参数的有效监控,压装过程数据用以公差窗口的实时检测、并实时记录,同时与客户的控制器(如PLC)进行实时的数据交互。模块化应用:多个伺服电动缸可以通过局域网组合在一起,集成到一个控制系统上。实现一个系统,控制多台压装缸。
汽车零部件生产行业对加工设备的精度和稳定性要求很高,传动部件的性能直接影响零部件的加工精度,伺服电动缸已经成为很多汽车零部件加工设备的优先传动部件。苏州恩畅自动化科技有限公司针对汽车行业的生产标准,优化伺服电动缸的品控流程,保障每一台产品都符合行业标准,适配汽车零部件生产的严苛要求。汽车生产线通常需要 24 小时连续运行,对设备的稳定性要求极高,恩畅自动化生产的伺服电动缸,经过长时间的老化测试,能够适应连续运行的生产场景,性能稳定可靠。同时,恩畅自动化提供完善的售后保障,一旦设备出现问题,可以及时响应解决,减少生产线的停机时间,降低汽车生产企业的损失,这也是很多汽车零部件企业愿意选择恩畅伺服电动缸的原因。恩畅针对狭窄空间特点,开发了一种小型移动焊接机器人,把机器人机构分为轮式移动平台、焊炬调节机构。

通过自动送钉机将螺柱送到机器人自动焊枪里面,通过编程将机器人在工件上示教的路径,将不同规格的螺柱焊接到工件上。可以采用储能焊接或拉弧焊接将螺柱牢牢的焊接到工件上,保证焊接精度和焊接强度。焊接效率大约3-10个/分钟,螺柱规格:直径3-8mm,长度:5-40mm。焊接机器人生产线焊接机器人生产线比较简单的是把多台工作站(单元)用工件输送线连接起来组成一条生产线。这种生产线仍然保持单站的特点,即每个站只能用选定的工件夹具及焊接机器人的程序来焊接预定的工件,在更改夹具及程序之前的一段时间内,这条线是不能焊其他工件的。另一种是焊接柔性生产线(FMS-W)。柔性线也是由多个站组成,不同的是被焊工件都装卡在统一形式的托盘上,而托盘可以与线上任何一个站的变位机相配合并被自动卡紧。焊接机器人系统首先对托盘的编号或工件进行识别,自动调出焊接这种工件的程序进行焊接。这样每一个站无需作任何调整就可以焊接不同的工件。焊接柔性线一般有一个轨道子母车,子母车可以自动将点固好的工件从存放工位取出,再送到有空位的焊接机器人工作站的变位机上。也可以从工作站上把焊好的工件取下,送到成品件流出位置。整个柔性焊接生产线由一台调度计算机控制。光伏伺服电动缸定制厂家恩畅自动化,拥有专业技术研发团队。沈阳多节伺服电动缸定制厂家
只有在电机转起来转速恒定,感抗恒定才使得电机的通电电流恒定。江苏防爆伺服电动缸定制厂家
应用较多的转子结构有两种形式:一种是采用高电阻率的导电材料做成的高电阻率导条的鼠笼转子,为了减小转子的转动惯量,转子做得细长;另一种是采用铝合金制成的空心杯形转子,杯壁很薄,为了减小磁路的磁阻,要在空心杯形转子内放置固定的内定子.空心杯形转子的转动惯量很小,反应迅速,而且运转平稳。交流伺服电动机在没有控制电压时,定子内只有励磁绕组产生的脉动磁场,转子静止不动。当有控制电压时,定子内便产生一个旋转磁场,转子沿旋转磁场的方向旋转,在负载恒定的情况下,电动机的转速随控制电压的大小而变化,当控制电压的相位相反时,伺服电动机将反转。永磁交流伺服电动机20世纪80年代以来,随着集成电路、电力电子技术和交流可变速驱动技术的发展,永磁交流伺服驱动技术有了突出的发展,各国电气厂商相继推出各自的交流伺服电动机和伺服驱动器系列产品并不断完善和更新。交流伺服系统已成为当代高性能伺服系统的主要发展方向,使原来的直流伺服面临被淘汰的危机。90年代以后,世界各国已经商品化了的交流伺服系统是采用全数字控制的正弦波电动机伺服驱动。交流伺服驱动装置在传动领域的发展日新月异。江苏防爆伺服电动缸定制厂家

适用范围:"伺服压装设备"伺服压装设备三大类型压机---十几种不同公称力范围的多用途压装缸:直连式折返式伺服电动缸:5-500KN(0-100%可调)行程:100-600mmMAX速度:130-220mm/s(0-100%可调)压力控制精度<1%位置控制精度(mm)±伺服电机通过传动机构与缸体内的滚珠丝杠连接,推动抗扭压杆直线运动完成压装过。内置应变式压力传感器实时采集压力大小,进行数据记录和压装过程反馈。伺服电动缸缸体的紧凑型设计,减少了缸体的安装高度。缸体内有坚固的抗扭压杆,可以直接将工装装在压头上。简练的控制---高度集成化和模块化:控制箱将伺服运动控制、压力检测、IO接口、滤波、电源等...
- 哈尔滨小型伺服电动缸 2026-05-04
- 北京智能港口伺服电动缸定制 2026-05-04
- 哈尔滨伺服电动缸厂家 2026-05-04
- 太原直线式伺服电动缸厂家 2026-05-04
- 重庆步进电机伺服电动缸价格 2026-05-04
- 太原齿轮伺服电动缸定制 2026-05-02
- 西安防水伺服电动缸 2026-05-02
- 北京直角式伺服电动缸定制 2026-05-02
- 北京防水伺服电动缸定制 2026-05-02
- 江苏直线式伺服电动缸生产厂家 2026-05-02



- 上海多节伺服电动缸生产厂家 2026-05-02
- 浙江多节伺服电动缸品牌 2026-05-02
- 江苏防辅照伺服电动缸价格 2026-05-02
- 成都直流伺服电动缸厂家 2026-05-02
- 河南高精度伺服电动缸 2026-05-02
- 浙江折叠伺服电动缸 2026-05-02


- 重庆步进电机伺服电动缸价格 05-04
- 太原齿轮伺服电动缸定制 05-02
- 西安防水伺服电动缸 05-02
- 北京直角式伺服电动缸定制 05-02
- 北京防水伺服电动缸定制 05-02
- 江苏直线式伺服电动缸生产厂家 05-02
- 北京步进电机伺服电动缸定制 05-02
- 太原折返式伺服电动缸定制厂家 05-02
- 上海小型伺服电动缸生产厂家 05-02
- 直线式伺服电动缸生产厂家 05-02