- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
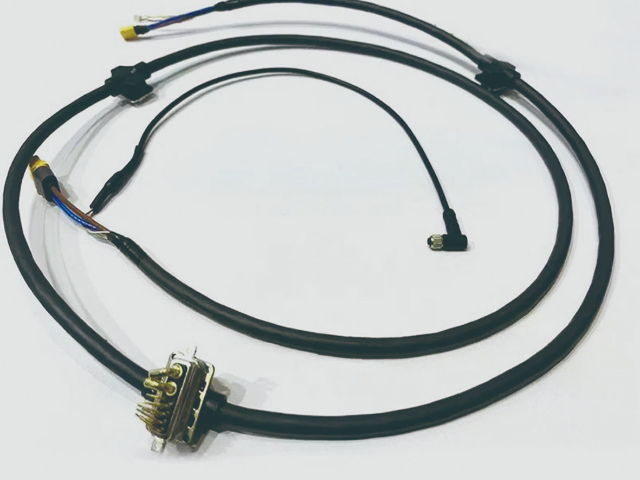
捷福欣专注线束加工29年,拥有300+台专业加工及检测设备和灵活的生产体系,专注中小批量线束加工,适配中小客户的小单定制、多批次加工需求,打破传统大规模加工的局限,为中小客户提供高性价比的加工服务。中小批量线束加工涵盖电子线束、控制板线束、信号线束等多种类型,原材料选用Molex、jst等国际原厂品牌,加工过程采用灵活的生产模式,可快速响应客户需求,缩短交付周期,支持多款式、多规格同时加工,满足客户的差异化需求。加工过程严格遵循ISO生产标准,从原料检验到成品检测,每一个环节都经过严格管控,全流程质量记录可追溯,确保加工产品的品质可靠,同时通过UL、ISO9001等国际认证,符合ROHS2.0和REACH检测标准。针对中小客户,捷福欣提供加工设计方案,1个工作日内交付,支持样品测试,无试错成本,7×24小时技术答疑,交付周期短,同时以中端价位提供专业加工服务,无隐形成本,有效降低中小客户的采购及加工成本,保障供应链稳定。线束加工的压接端子需高精度压接机,端子与导线紧密相连,保障线束导电稳定。新能源低压汽车线束加工

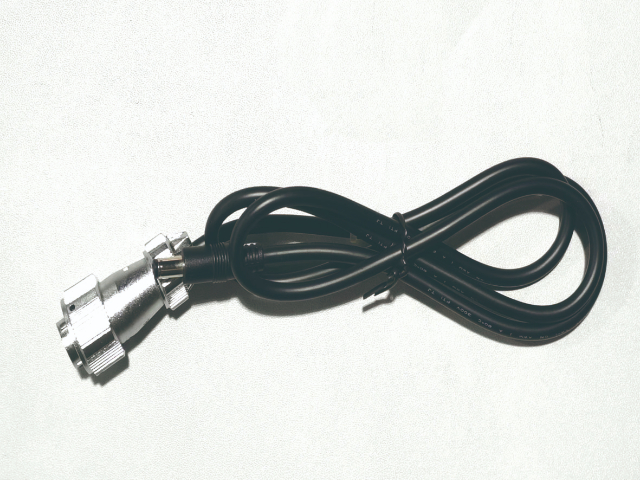
原材料的质量直接影响线束的性能和使用寿命。线束加工所需的原材料主要包括导线、连接器、绝缘材料等。导线的选择需根据使用场景和电流、信号传输要求来确定。一般来说,铜是常用的导体材料,因其具有良好的导电性和抗氧化性。对于需要传输大电流的线束,会选择线径较粗的导线;而对于传输微弱信号的线束,则要采用屏蔽线或同轴电缆,以减少信号干扰。连接器作为线束与设备连接的关键部件,其质量至关重要。品质上乘的连接器应具备良好的导电性、机械强度和耐腐蚀性,确保连接的可靠性和稳定性。绝缘材料则要具有优异的绝缘性能、耐温性和耐磨性,常见的绝缘材料有聚氯乙烯(PVC)、交联聚乙烯(XLPE)等。在原材料采购过程中,严格筛选供应商,对每一批原材料进行严格的质量检测,包括外观检查、性能测试等,只有符合标准的原材料才能进入生产环节。音频接口线束加工加工厂家线束加工的包装前将线束整理整齐装箱,封箱后贴标签,便于存储运输。
在汽车行业中,随着新能源汽车的快速发展,对线束加工提出了新的挑战和机遇。新能源汽车的高压系统和复杂的电子控制系统需要高性能、高可靠性的线束。线束加工企业需要针对新能源汽车的特点,研发出专门的高压线束和具备抗电磁干扰能力的线束产品。同时,要满足新能源汽车对轻量化的要求,采用新型材料和优化设计,降低线束的重量,提高汽车的续航里程。此外,还要加强与汽车制造商的合作,深入了解汽车的设计理念和需求,为新能源汽车的发展提供更加良好的线束解决方案。
刷线与扭线的作用及操作要点
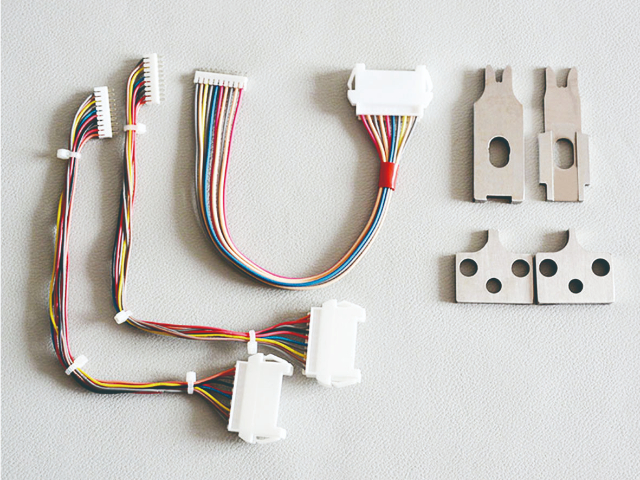
刷线与扭线工序进一步处理导线端头,提升连接效果。刷线时,接通电源,确保电动铜刷顺时钟转向,按标准操作方法将两端外露的斜包层与芯线分开,并捻紧捻直。这能去除导线表面的氧化层与杂质,增加导线表面积,提高焊接或压接时的接触质量。扭线环节,需使用扭线夹完整夹住刷开的铜丝,均匀用力转动,将铜丝紧密扭合。扭线能防止铜丝松散,增强导线的机械强度与导电性。操作中要注意不准刮花擦伤电线表面,务必使铜丝紧密扭紧,避免出现散丝现象,为后续的沾锡、端子压接等工序创造良好条件,保障线束连接部位的稳定性与可靠性。 线束加工的外观检测靠肉眼,查看外观件是否达标,有无附件缺失。

新能源汽车以电力驱动为重点,其线束作为能量与信号传输的 “血管”,性能直接影响车辆安全性与续航能力。相较于传统汽车,新能源汽车线束需承受更高电压、更大电流,对加工工艺提出了更严苛的要求。设计阶段是重中之重。工程师需兼顾电池、电机、电控系统的复杂布局,同时考虑高压环境下的电磁兼容问题。例如,为避免高压线束对车内通信信号产生干扰,设计时需将高压线束与低压信号线束隔离布局,并采用屏蔽结构,确保信号传输的准确性。原材料选择上,新能源汽车线束更为考究。导线采用高纯度无氧铜,以降低电阻、减少电能损耗;绝缘材料需具备优异的耐高温、耐高压、阻燃性能,如氟橡胶、硅橡胶等,防止高温环境下绝缘层老化引发短路。连接器则要求具备防水、防尘、高插拔寿命的特性,确保在各种复杂工况下连接稳定可靠。线束加工的标识线号、用途等信息,便于线束安装、维修与更换。捷福欣科技线束加工定制优势体现资料解读
线束加工的绝缘材料须符合阻燃、无毒等相关安全标准与法规。新能源低压汽车线束加工
线束加工-压接工艺是将导线与端子紧密结合的重要工艺过程。在进行压接前,同样需要备齐相应的材料,并对压接设备进行精细调试。首先制作首件,使用千分尺等精密量具对压接高度、压接宽度等关键参数进行精确测量,确保首件质量符合要求。在批量生产过程中,操作人员要 100% 地对压接质量进行自检,重点检查是否有 R 角、芯线及绝缘皮的可见范围是否在公差范围内、芯线压着部位及绝缘皮压着部位是否有损伤以及压接扭曲度是否符合标准等。只有每一个压接点都满足质量要求,才能保证线束整体的电气性能和机械性能。新能源低压汽车线束加工

裁线工序的要点把控 裁线是线束加工的基础工序,准确度直接影响后续操作。利用电脑裁线机、多功能裁线机等设备,需严格按照工艺要求将电线裁剪至规定长度。操作时,务必确保刀具锋利,防止切伤电线表面或切断铜丝,同时控制剥皮长短误差在 ±1mm 以内。对于多根线同时加工,要注意线材松紧一致,避免因长度不一致而影响整体组装。裁好的线材需整理整齐并贴上清晰标识,注明产品型号、原线长度及两端剥皮长度等信息,以便后续工序准确取用。精确的裁线为整个线束加工流程奠定了良好开端,保障了各部件尺寸的一致性与协调性,是提高生产效率与产品质量的关键保障。 线束加工的高温环境需用高温导线,满足特殊工况下的线束使用。...
- 视频接口汽车线束加工 2026-05-04
- 捷福欣车灯线束加工的外观质量 2026-05-04
- 线束加工供应商 2026-05-04
- 捷福欣科技教育电子线束加工 2026-05-04
- 汽车氛围灯汽车线束加工 2026-05-04
- 自动化设备汽车线束加工厂家 2026-05-03
- 捷福欣线束加工的耐久性 2026-05-03
- 无线接口线束加工生产厂家 2026-05-03
- 分支线束加工生产加工厂 2026-05-03
- 汽车氛围灯线束加工生产厂家 2026-05-03
- 新能源电动尾门汽车线束加工 2026-05-03
- 新能源发动机车灯线束加工生产厂 2026-05-03
- 音频汽车线束加工 2026-05-03
- 深圳市捷福欣车灯线束加工服务质量 2026-05-03
- 刚性车灯线束加工加工 2026-05-03
- UWB接口线束加工生产加工厂 2026-05-03



- 汽车氛围灯汽车线束加工 05-04
- 自动化设备汽车线束加工厂家 05-03
- 捷福欣线束加工的耐久性 05-03
- 无线接口线束加工生产厂家 05-03
- 连接线加工厂材料 05-03
- 分支线束加工生产加工厂 05-03
- 找捷福欣做线束项目案例展示会 05-03
- 汽车氛围灯线束加工生产厂家 05-03
- 深圳捷福欣车灯线束加工的价格竞争力分析 05-03
- 串行接口线束加工生产厂家 05-03