- 品牌
- JWIM
- 型号
- 仓储
- 加工定制
- 是
- 产地
- 江苏常州
- 厂家
- 江苏金旺智能科技有限公司
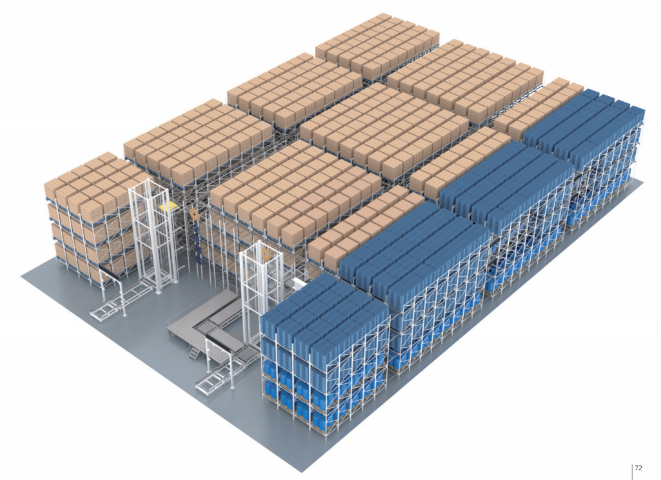
智能仓储模块是运用先进技术实现货物智能存储、管理与调配的高效仓储系统。在金旺智能的农药项目中,该模块集成堆垛机、输送线、WMS系统,实现从入库、存储到出库的全流程自动化。入库时,扫码识别货物信息并自动分配货位,入库效率达300件/小时;存储环节通过温湿度控制,将环境参数维持在农药完美储存条件(温度18-25℃,湿度≤60%);出库时根据订单优先级智能调度,拣货准确率达99.99%。某季度数据显示,智能仓储模块使库存周转率提升60%,仓储空间利用率提高4倍,且因全流程数字化管理,货物追溯效率提升70%。配料釜是用于物料配料的釜体。常州食品仓储厂家供应

双链输送机是一种依靠两条链条传动的连续输送机械,能够稳定地输送散料、块状物料等。在农药颗粒剂生产过程中,该设备采用碳钢链条,其破断拉力不低于50kN,能够输送每袋50kg的颗粒剂。输送倾角可达15°,输送量高达10吨/小时。此外,输送机配备了张紧装置,能够自动调节链条的松紧度,有效避免打滑现象。同时,还设有防跑偏装置,确保物料沿中心线准确输送,跑偏量控制在5mm以内。某生产车间的数据显示,双链输送机连续运行10000小时无故障,其输送效率比传统皮带输送机高出30%。常州食品仓储厂家供应数字孪生是利用数字化技术创建的与物理实体实时映射、交互的虚拟模型。

安徽科立华是专注化工领域,集农药研发、生产与销售于一体,提供多样化工产品的企业。金旺智能为其设计的农药生产线集成无尘投料、智能混配等技术,在除草剂水剂生产中,无尘投料技术使车间粉尘浓度低于2mg/m³,智能控pH系统将药液pH值稳定在完美区间,除草效率比传统工艺提高20%。此外,其固体农药生产线采用喷雾流化造粒技术,产能提升30%,颗粒遇水速溶时间小于10秒,深受农户青睐。安徽科立华凭借智能化生产线,产品种类拓展至20余种,年产能突破2万吨,市场竞争力明显增强。
江苏金旺智能成立于2005年,专注于农化制剂智能工厂的全流程服务,是一家被认定为科创认证企业。公司始终将技术创新作为关键竞争力,致力于满足快速变化的市场需求,以前沿的科技推动行业进步。为此,公司汇聚了一支专业的研发团队,团队成员在智能研磨、负压投料、数字孪生等多个技术领域取得了重大的突破,积极研发新产品和新工艺。凭借其高级的研发能力,金旺智能获得了数百项知识产权授权,这不仅为公司的产品提供了技术保障,也为行业的发展提供了支撑。作为国家科创认证企业,金旺智能先后承担了多个国际级科研项目,展现了其在科研领域的实力与影响力。此外,公司积极参与行业标准的制定,努力推动行业规范化和标准化发展。通过持续的技术创新与成果转化,金旺智能不仅提升了自身的市场竞争力,也助力农业现代化,为推动农化行业的可持续发展贡献了积极力量。设备效率及档案数据化管理是将设备效率指标与档案信息数字化,为设备全生命周期管理提供依据。
金旺智能,作为一家专注于农化制剂领域的服务商,自2005年成立以来,其销售业绩一直呈现出明显的上升趋势。从起初的数百万销售额起步,经过多年的不懈努力和持续发展,金旺智能的年销售额已经稳步攀升至数亿元的规模。在这段时间里,企业始终保持着年均超过30%的增长率,显示出其强劲的发展势头和市场竞争力。金旺智能不仅在传统业务上取得了有效成绩,还在智能生产线设备的销售方面取得了重大突破。随着技术的不断进步和市场需求的增加,智能生产线设备的销售占比逐年提升,市场份额也在稳步增长。目前,金旺智能在国内市场已经稳固地位居行业前列,成为该领域内不可忽视的重要力量。在国内市场稳步发展的基础上,金旺智能还积极拓展海外市场,力求实现更广泛的业务覆盖和市场影响力。通过不断的努力和创新,金旺智能的产品已经成功出口至东南亚、欧洲等多个地区,赢得了国际市场的普遍认可。这一举措不仅为金旺智能带来了规模的扩大,还实现了效益的双重增长,进一步巩固了其在全球农化制剂领域的优势地位。广西田园是农业科技企业,集研产销于一体,用绿色农药及方案为农业可持续发展助力。山东仓储哪里有卖
砂磨机是借助研磨介质对物料进行研磨、分散,细化物料颗粒的加工设备。常州食品仓储厂家供应
搬运自动化是一种利用技术手段,使货物搬运过程无需人工干预,实现自动高效完成的模式。在金旺智能的农化项目中,搬运自动化系统涵盖了AGV、RGV、输送线等多种设备,构建起一个立体化的搬运网络。其中,AGV负责跨区域搬运,导航精度高达±10mm;RGV在固定轨道上进行高速运输,速度达到1.5m/s;输送线则连接各个工序,实现无缝对接。某生产基地的案例数据显示,搬运自动化使得物料周转效率提升了60%,搬运成本降低了75%。此外,由于减少了人工搬运,货物破损率从3%大幅降至0.5%。同时,释放出的人力资源可以投入到更具价值的工作中,从而优化了企业的人力结构。常州食品仓储厂家供应
- 常州医药仓储解决方案 2026-05-24
- 常州食品仓储厂家供应 2026-05-24
- 常州国产仓储客服电话 2026-05-23
- 仓储便宜的 2026-05-23
- 江苏食品仓储大概多少钱 2026-05-23
- 国产仓储厂家供应 2026-05-23



