- 产地
- 上海
- 品牌
- 尚晞
- 型号
- 可定制
- 是否定制
- 是
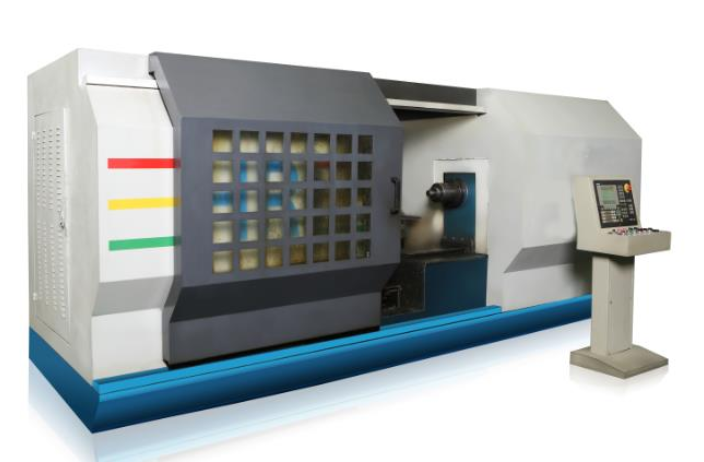
旋压分为普通旋压和强 力旋压成型两种。不改变坯料厚度,只改变坯料形状的旋压叫普通旋压成形,既改变坯料厚度,又改变坯料形状的旋压叫强 力旋压成型。强 力数控旋压机属于后者。 从铝镁合金棒材的剪切、铝棒到毛坯的旋锻、毛坯的冲孔、轮毂的旋压成型到后续的外型加工,强 力旋压机都 能出 色完成。尚晞数控科技的强 力数控旋压机有立式和卧式两种,具有单旋轮、双旋轮和三旋轮三种结构。设备控制系统为西门子802系列,旋轮进给系统为我司研发的高 精 密数字液压油缸,多用于板旋轮毂、缸套、锥体、筒体、盘类零部件、抛物线形、母线型等五金零部件的旋压制作。数控旋压机开辟了金属加工的一个新领域。安徽智能数控旋压机产品介绍

数控旋压机的常见故障及解决办法(二)
2、旋压机尾轴的气缸没有动作
可能是电磁阀发生了损坏,可通过手动操作来判定。具体方法为:同时按住锁模和进退电磁阀,此时尾轴应前进;再松开进退电磁阀,*按住锁模电磁阀,此时尾轴应后退。采用这种方法可判别电磁阀是否已发生故障,也可参照其他电磁阀的指示灯状态来进行判断。
这种故障在重装或更换传感器之后更容易发生,因为重装或更换后的传感器轴位置与原来的不一样,需要重新校正。具体校正方法为:通过设定数据来调整主轴定向的位置,调整数控旋压机主轴的定位公差值可以校正主轴的停止位置。调整时,要注意输入数据与要校正的方向有关。在校正偏移角度时,主轴的定位公差后的角度值不能为负值。并且,调整过程往往要重复多次,直到主轴的定位公差调到调至10-11度范围内才能更换模具。
浙江直销数控旋压机推荐旋压技术可分为普通旋压和强力旋压两种。

什么是轮毂数控旋压机?轮毂数控旋压机属于重型数控旋压机,主要应用于汽车轮毂制造如***轿车、沙滩车、跑车、特种车、改装车、摩托车及电动车轮毂制造。设备为自动化控制设备,在生产制作过程中,除了上料和下料需要人工操作外,其它制作过程均由程序控制完成。该设备主控系统采用西门子802系列,由尚晞数控科技有限公司预置编制程序。旋轮进给系统为我司自 主研 发的高 精 密数字液压油缸,该系统精度高,体积小吨位大调试操作简便。
旋压刀轮是数控旋压机的重要组成部分,对材料有着很高的要求。旋压刀轮常用材料有cr12钢、高速钢和钨钢。cr12钢经热处理后,刀轮加工铝产品的使用寿命比较长,而不锈钢和铁材料硬度高,加工过程温度高,长期使用CR12会对刀轮表面刮伤严重,进而刮伤成型产品表面,或因磨损速度过快影响刀轮和模具的间隙,造成生产的不稳定性;使用高速钢对刀轮的硬度、耐磨性、耐高温有所提高,但是高速钢热处理过后韧性不够,受力较大时容易崩刀;旋压刀轮也可以用CR12外表镀钨钢,增加刀轮表层的硬度,耐磨性,做铝件旋压表面需要压光时,可用钨钢作为压光面的材料。 旋压机的工作原理是什么?

如何防止数控旋压机模具变形?
数控旋压机模具变形的原因往往是复杂的,只要能掌握其变形规律,分析其产生的原因,采用不同的方法进行预防,数控旋压机模具的变形的情况是能够减少的,也是能够控制的。一般来说,对精密复杂的数控旋压机模具进行热处理变形可预防变形,具体方法有:
1)合理选材。对精密复杂模具应选择材质好的微变形模具钢(如空淬钢),对碳化物偏析严重的模具钢应进行合理锻造并进行调质热处理,对较大和无法锻造模具钢可进行固溶双细化热处理。
2)数控旋压机模具的结构设计要合理,厚薄不要太悬殊,形状要对称,对于变形较大的数控旋压机模具要掌握变形规律,预留加工余量,对于大型、精密复杂模具可采用组合结构。
数控旋压机加工的产品具有产品精度高,产品一致性强等优点。安徽智能数控旋压机厂家直供
数控旋压机常见的故障及相应解决办法。安徽智能数控旋压机产品介绍
通用型数控旋压机的结构特性(二)
为了让数控旋压机的作用充分发挥,考虑到特殊钢件的特殊规定,旋压机可以配置相关的辅助设备。比如安裝卡钢件的定心组件、钢件倒边、卷边设备等等。若为了避免钢板在拉深或旋压时发皱,还必须配置反推辊,让钢板逐渐形变。为了让1个造型复杂的钢件从钢板的安裝精确定位和旋压成型,进行必需的輔助工艺流程,直至卸掉钢件的过程能够选用启保停,数控旋压机可以配备更加精密的微型机开展系统控制,可更便捷地更改加工工艺次序。
安徽智能数控旋压机产品介绍
上海尚晞数控科技有限公司坐落华徐公路966号法姬娜大厦A座502室,交通便利,环境优美,是一家生产型企业。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,优良的质量、合理的价格、完善的服务,在业界受到***好评。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业**为目标,提供***的[ "数控旋压轮毂", "数控旋压机", "旋压制品", "高精密数字油缸" ]。尚晞数控科技以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。

为什么数控旋压机尾轴的气缸没有动作? 可能是电磁阀发生了损坏,可通过手动操作来判定。具体方法为:同时按住锁模和进退电磁阀,此时尾轴应前进;再松开进退电磁阀,*按住锁模电磁阀,此时尾轴应后退。采用这种方法可判别电磁阀是否已发生故障,也可参照其他电磁阀的指示灯状态来进行判断。 需要说明的是,这种故障一般发生在重装或更换传感器之后,此时传感器轴的位置会与原来的不一样,需要重新校正。具体校正方法为:通过设定数据来调整主轴定向的位置。改变数控旋压机主轴的定位公差值可以校正主轴的停止位置,调整时,要注意输入数据与要校正的方向有关。在校正偏移角度时,主轴的定位公差后的角度值不能为负值。并且,...
- 华东强力数控旋压机厂家直供 2026-05-03
- 智能数控旋压机厂家供应 2026-05-03
- 华东尚晞数控旋压机厂家直供 2026-05-02
- 华南强力数控旋压机点击了解更多 2026-05-02
- 上海数控旋压机多少钱 2026-05-02
- 安徽直销数控旋压机 2026-05-01
- 华中五金数控旋压机优势厂家 2026-05-01
- 华东单轮数控旋压机厂家直供 2026-05-01
- 国产数控旋压机官网 2026-04-30
- 华北灯具数控旋压机 2026-04-29




- 上海数控旋压机报价 2026-04-27
- 数控旋压机优势厂家 2026-04-27
- 华中单轮数控旋压机高性价比 2026-04-27
- 上海五金件数控旋压机 2026-04-27
- 上海尚晞数控旋压机设备 2026-04-26
- 江苏数控旋压机制造厂家 2026-04-26





- 华南三片式旋压轮毂推荐 05-04
- 非标高精密数字油缸的厂家 05-04
- 青浦区尚晞科技旋压机 05-04
- 铝合金旋压轮毂保养 05-04
- 旋压轮毂推荐 05-04
- 青浦重型旋压机图片 05-04
- 旋压机公司 05-04
- 尚晞旋压轮毂卖点 05-04
- 特种车旋压轮毂技术指导 05-04
- 华南两片式旋压轮毂用途 05-03