冲压件力控系统打磨案例:冲压件打磨拉丝项目背景:1、对碳钢冲压件的表面进行打磨,打磨后表面光滑均匀,然后进行拉丝,拉丝纹整齐美观。2、力控系统打磨,打磨的压力实时恒定调节,打磨夹具重量自动补偿。打磨系统操作简单、安全可靠、成本投入少。3、所有接口及程序必须符合客户标准。大儒科技的力控打磨系统解决方案:该方案集成了力控系统、工业机器人及产品治具固定台、模块化打磨工站、自动更换砂纸机台、料车。力控系统实时控制打磨力,使得打磨力可量化,只需要机器人系统执行路径,实现了柔性控制打磨过程,瞬时调整了工件公差和细小的位置偏移,保持恒定的打磨力,保证打磨效果的一致性。力控系统降低了机器人调试人员的要求,机器人只需要按照示教轨迹运动,恒力控制功能由力控系统量化调整,调试人员*需输入所需要的力值,即实现恒力打磨的功能。运用力控系统进行冲压件表面打磨拉丝方案的流程是:首先人工将物料车上的产品放入打磨机台内的治具盘上→将打磨机台操作门关上,按下启动按钮;→机器人按照产品进行打磨路径;→打磨一定数量后机器人将打磨机上的砂纸在换砂纸机构上自动更换;→打磨完成后机器人停止工作,顶部三色灯会闪烁显示。力控系统不受角度与分力的影响,可针对在三维空间任何角度的产品进行抛光、打磨工作。高质量力控系统供应

3)工控机根据获取的激光跟踪仪的数据信息,判断是否机器人满足定位要求,如果满足,则完成此点的机器人定位,继续向机器人发送下一个点位信息进行修正;若没有满足,则上位机将偏差再次发送给机器人,让机器人再次走位,直至完成定位满足要求。7、修正好所有打磨位姿后,根据修正后的n个位姿进行打磨单次打磨深度d(mm)。8、过量或余量检测(1)视觉传感器再次采集打磨后的工件数据,将其转换到激光跟踪仪坐标系下,并生成stl模型导入离线规划模块;(2)离线规划中可根据未打磨时模型中的三角面片中心点及其法向量确定一条直线,该直线遍历“打磨t次模型”的三角面片的中心点,求取交点,两点之间的距离便为本次打磨深度l(mm);因此该位置打磨过量或余量为d-l(mm);(3)沿着法向量方向根据打磨过量或余量修正打磨位姿成为下一次打磨位姿,并根据该次打磨量确定下一次打磨深度;(4)重复(1)(2)(3)步骤,完成所需打磨总量d*t(mm)。9、误差检测打磨结束后,使用视觉传感器再次采集完成打磨的工件模型,与未打磨的模型沿着法向量方向计算打磨高度h,则单点打磨误差为h-d*t(mm);计算所有位置打磨误差平均值;采用激光跟踪仪在线修正离线规划的打磨位姿,避免机器人使用定位精度。四川力控系统共同合作力控系统、模块化打磨机台跟工业机器人是1比1的配套使用关系。

机器人柔性打磨去毛刺末端产品、机器人恒力打磨系统抛光设备、机器人用刚性铣削及抛光打磨设备、机器人快换盘、进口六轴力传感器、机器人防碰撞装置、机器人顺从装置、夹具以及打磨去毛刺附件,浮动主轴浮动打磨头浮动动力头.耀精机产品可非常便捷地搭载在机器人、机床或各类非标工装上对各种形状的铸钢、铸铁、铸铝、塑料、复合材料、橡胶等材质的边、孔、平面、曲面等不同工艺要求进行柔性或刚性加工,可自动快换和力控制目前国内大部分厂家的铸件,塑料件,钢制品等材质工件去毛刺加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉,等方式进行去毛刺加工,容易导致产品不佳率上升,效率低下,加工后的产品表面粗糙不均匀等问题.也有一部分厂家开始使用机器人安装电动或气动工具进行自动化打磨.与手持打磨比较,机器人去毛刺产品能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差以及工件本身误差等其他因素,采用机器人夹持电动,气动产品去毛刺针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生,耀精机浮动去毛刺机构能有效解决这方面的问题,浮动去毛刺在进行难加工的边,角,交叉孔,弧面。
打磨抛光行业由于工作量大,存在职业伤害,人工成本不断提高等因素影响,对机器人的需求逐年增加。但这个领域对机器人应用的技术门槛及工艺门槛要求较高,对相关周边设备的配套要求也很高。目前市面上没有使用力控系统的打磨抛光技术难点有:1.对于类似水龙头等异形复杂面的打磨抛光工艺来说,外形曲面,曲线比较复杂,要求机器人能完成高精度要求的数千点打磨轨迹,这对机器人编程技术提出了很高的要求。有些企业通过离线模拟仿真记忆在线调试配合来完成,但是这需要机器人配置功能强大的离线仿真软件系统,企业面临很大的成本压力。而对打磨工艺的经验和李杰,也会直接影响到机器人编程的效果,从而影响到工件打磨后的产品质量。2.磨料会随着持续使用而逐渐磨损,因此需要机器人能通过记录或加装力矩检测传感器的方式来实时检测磨料的磨损数据,从而适时调整打磨轨迹,保证打磨质量。这一技术点被称为压力补偿,速度补偿是常见的技术实现方式,但这都需要做相应的硬件配置及软件开发来完成。3、磨机设计制造及组合方式、上下料机构以及工艺布局等都是影响机器人打磨精度、效率及系统稳定性的重要因素。综上几点,可以说,没有深厚的打磨行业工艺经验和技术积累。 大儒科技研发的力控系统,使有较大变形量的焊接件可以真正实现自动化打磨抛光,解放人工。
将其转换到激光跟踪仪坐标系下,并生成stl模型导入离线规划模块;)离线规划中可根据未打磨时模型中的三角面片中心点及其法向量确定一条直线,该直线遍历“打磨t次模型”的三角面片的中心点,求取交点,两点之间的距离便为本次打磨深度l;因此该位置打磨过量或余量为d-l;)沿着法向量方向根据打磨过量或余量修正打磨位姿成为下一次打磨位姿,并根据该次打磨量确定下一次打磨深度;)重复)、)、)步骤,完成所需打磨总量d*t。所述第9)步中,打磨结束后,使用视觉传感器再次采集完成打磨的工件模型,与未打磨的模型沿着法向量方向计算打磨高度h,则单点打磨误差为h-d*t;计算所有位置打磨误差平均值。上述技术方案中的一个技术方案具有如下优点或有益效果,通过激光跟踪仪修正初始打磨位姿,并通过视觉传感器检测每一次打磨深度并修正下一次的打磨位姿及打磨深度,既解决了人工示教造成的耗时长、效率低问题,又通过激光跟踪仪结合视觉传感器进行位姿修正提高了打磨精度,打磨精度可达。附图说明图1为本发明实施例中提供的视觉在线检测及修正的工件打磨系统的原理图;具体实施方式为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。 力控系统通过改善毛坯件表面光滑度,提高产品打磨质量、打磨合格率的提高明显可见。四川力控系统共同合作
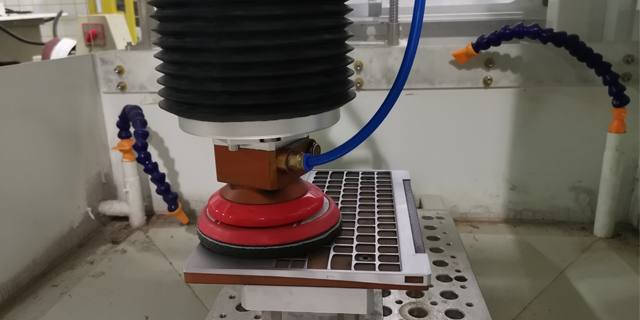
自动化柔性打磨系统由工业机器人本体、模块化打磨工站、自动更换砂纸工站、机器人控制系统、力控系统组成。高质量力控系统供应
大儒科技的力控系统可以让机器人打磨变动很简单。机器人在打磨抛光过程的应用中,编程示教是比较复杂的,尤其对于表面比较复杂的3D面,和钣金件、注塑件、冲压件等等,表面公差比较大的工件,手动示教的话,需要点位密集的逐个设定,形成运行路径,还要手动感受摩擦力的大小,大了还是小了没有参数可以参考,非常的复杂;即使采用离线编程生成了大致路径,模型和实物还是有差异的,使用前还是需要手动进行精调,否则仍然无法使用;如果采用力控系统配合机器人进行打磨抛光,力控系统对力的柔性控制和主动适应性能,可以让工件表面存在一定差异的情况下,力控执行器可以瞬时调整,主动适应工件表面,并且保证力的大小不变;所以使用了力控系统,机器人示教将会变的很简单,示教人员只要将机器人的路径设定好,在力控系统上设定好需要的力值就好了;机器人打磨抛光变的很简单。 高质量力控系统供应
大儒科技(苏州)有限公司成立于2020-01-21,是一家服务型的公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下[ "力控系统", "模块化打磨工站", "自动化打磨系统", "柔性打磨机器人" ]深受客户的喜爱。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为**,发挥人才优势,打造机械及行业设备质量品牌。在社会各界的鼎力支持下,经过公司所有人员的努力,公司自2020-01-21成立以来,年营业额达到300-500万元。





