承插焊法兰密封面形式:突面(RF)、凹凸面(MFM)、榫槽面(TG)、环连接面(RJ)材质:碳钢(CarbonSteel):ASTMA105,20#、Q235、16Mn、ASTMA350LF1,LF2CL1/CL2,LF3CL1/CL2、ASTMA694F42,F46,F48,F50,F52,F56,F60,F65,F70;合金钢(AlloySteel):ASTMA182F1、F5a、F9、F11、F12、F22、F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、Ⅲ、35CrMoV、45CrMo等制造标准:ANSI、GB/—GB/。铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺点(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);上海弯管加工,热弯,上海热弯厂,上海热弯加工。高新区特殊工艺弯管加工欢迎来电

1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。
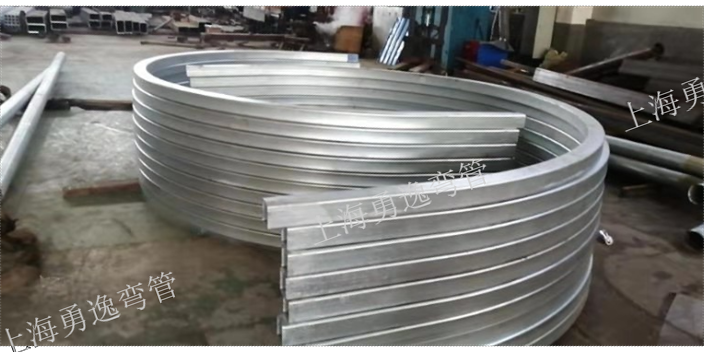
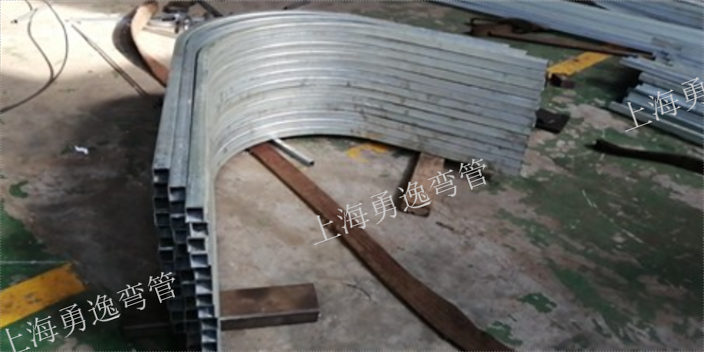
昆山特殊工艺弯管加工厂家哪家好参与上海市内重点工程,钢结构,不锈钢,铝合金弯曲。

模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。三、割制法兰在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰大直径以中板的幅宽为限。四、卷制法兰用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。
焊接件加工制作:公司提供各类弯管钣金件焊接件及设备制作,并提供设计,欢迎客户来图咨询。公司秉承“精益求精、质量至上”的追求理念,经过数年的生产实践,我们已对管材加工技术积累了丰富的经验,并不断创新,不断提升。公司目前年产各类管件产品能力达到30万套以上,并且能做到在较短的时间内按照客户要求,生产出符合标准和质量的产品。由于我们重视品质,追求信誉,目前公司产品已销至美国、澳洲、丹麦等欧洲国家,并正在不断拓展其他国家,拓宽产品销售链,我们的产品获得了客户一致肯定和好评。苏州智久金属制品有限公司愿与社会各界朋友携手并进,共同发展,愿以我们有限的智慧,无限的激情为各界朋友创造财富,为社会和谐发展作出贡献,为智久人营造美好生活。自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。

中频弯管利用合理的弯度,加上它各式各样的形状,所以它使用范围广。加工过程中也会考虑到各种因素,其钳口的合适距离大约在多少比较合适呢?
1、钢带厚度大,钳口原始距离大;钢带宽度大,钳口原始距离也大。中频弯管加工顶锻后钳口距离,根据钢带的厚度进行选择。若加工距离太大,容易造成搭焊和扭转,距离太小会造成沿焊接断面温差大。厚度在2-4.5毫米的钢带,加工通常选择顶锻后钳口距离为12-18毫米。
2、顶锻行程也和钢带厚度有关。顶锻行程太小能使顶锻压力减小,熔渣及金属氧化物挤不出去被保留在焊口内,烧化时产生的火孔也不能完全封闭,使对焊头焊接不牢。中频弯管加工顶锻行程太大,会使顶锻压力过大,焊口热金属被全部挤出,弯管加工焊接强度降低。弯管加工钢带厚度大些,顶锻行程也大些。
3、根据钢带的断面大小来选择电压。电压过大则焊接电流过大,弯管加工焊缝容易过热过烧。电压过小则焊接电流过小,加热不足,焊接不牢。弯管加工通常,断面大的钢带,则选择大的焊接电压。
可见,中频弯管钳口的合适距离并不是固定的,具体多少合适,取决于钢带、电压等。在加工的时候也需要多加注意,控制好电压。
按角度分,有45°及90°、180°三种弯管常见的。吴江区特殊工艺弯管加工哪个品牌性能好
弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。高新区特殊工艺弯管加工欢迎来电
弯管机大致可以分为数控弯管机,全主动弯管机等等。首要用于电力施工,公铁路建立,汽锅、桥梁、船舶、家俱,装潢等方面的管道铺设及修造,具有功用多、构造合理、操作简略等长处。本机械除了具有弯管功用外,还能将油缸作为液压千斤顶运用,相关于数控弯管设备而言具有价钱廉价,运用便利的特点,在国内弯管机市场占有主导产物地位。弯管机的首要特点:1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简洁轻易。2、床身构造稳定,不易变形。3、每一档可设定16个弯管角度,记忆体可储放16组档案。4、俱慢速定位功用,弯管角度不变,反复精度达±°。5、错误讯息在屏幕上显示,协助操作者立刻扫除。6、供应自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编纂核算。以上主要是针对上海弯管在加工过程中的技术原理介绍,并在此基础上对其特有的作用进行一个简单的分析,希望可以给大家带来帮助。高新区特殊工艺弯管加工欢迎来电