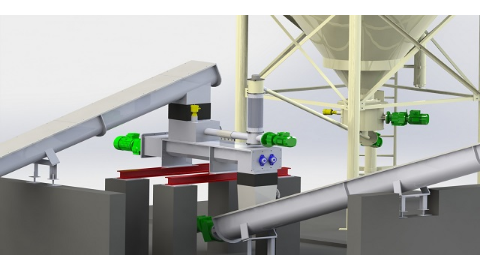
由于设备管道的分布要求,经研究后仍然无法减少弯头的个数。通过图4修改后的管道三维模型图可以看到,通过局部调整管道走向使弯头之间的距离拉长,并采用45度弯头替代90度弯头,使流体方向的变化尽可能过度平稳,拟减少作用在弯头处的冲击力。对拟定的调整方案,重新进行应力分析。考虑到装置建设已基本完成,现场已处于调试阶段,因此拟定方案与动态分析结果所得的支架调整方案,均结合了项目建设现场的实际进度情况和施工难度,反复纠正,对支架的位置、数量、型式均作了相应的调整,并在所有支架位置加护板对管道进行补强。**终管道振动被控制在合理范围内。称重给料系统一般常见的问题是什么?贵州称重给料系统厂家

螺旋堵塞原因分析。破拱计量下料系统在运行过程中经常会碰到粉料堵塞导致系统停机的情况,粉料堵塞主要原因是因为:粉料受潮导致堵塞。粉料中有异物导致堵塞。粉料本身原因。例如纯度不够,粒径不符合要求等。螺旋驱动电机发生故障无法正常运行。螺旋变形导致堵塞。实际使用粉料与设计不相符。例如实际使用的粉料表密度远大于粉料设计的表密度。其他原因。遇到螺旋发生堵塞的情况,首先把系统控制柜切断电源,拆开防堵开关连接卡箍,检查堵塞情况,并清空粉料。同时分析堵塞原因,避免出现类似故障,从而保证设备持续高效的运行生产。
碳酸钠称重给料系统厂家直销JGC型称重给料机是一种为固体散状物料(块状、颗粒、粉状等)连续称重计量兼定量输送的机械设备。
在气相法聚丙烯装置中,粉料输送管道作为载体,将反应完成后的聚丙烯粉料输送至脱活单元,对管道内残留的催化剂进行失活处理。粉末管道在输送时,管道内部为气、固两相流,极易发生堵塞和振动的情况,若设计不当往往容易造成安全隐患,导致装置停车,并且带来较大的经济损失。通过以某气相法工艺聚丙烯装置中粉料输送管道为研究对象,阐述其布置要点并对出现的问题进行探讨和研究。
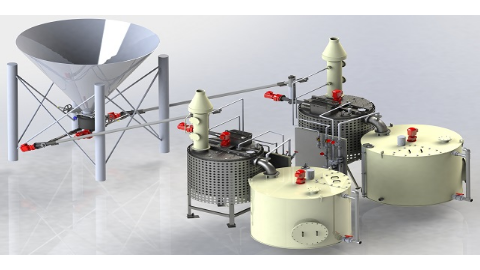
气相法聚丙烯装置中,经两台卧式反应器反应后的聚丙烯粉料,在反应器出口柱塞阀的时序控制下往下游持续送料,粉料通过管道被输送至气体膨胀袋滤器,在袋滤器中完成气、固组分的分离。分离完成后,粉料经出口旋转阀,继续被输送至脱气仓。在脱气仓内,带活性的聚合物粉末与含有蒸汽的湿氮气接触使得存留在管道内的催化剂失效,俗称“脱活”。完成脱活后,聚丙烯粉料在重力作用下,经出口旋转阀,输送至造粒单元。
由于聚丙烯粉料输送管线为气固两相流,且在反应器出口通过时序控制每30秒出料一次,输送时产生一股一股的瞬时冲击力,特别是在弯头位置,流体流速和流向会发生突变,管道会出现剧烈振动。当振动严重时容易引起管道的疲劳破坏,管道焊缝撕裂等安全隐患。管道因振动而造成破坏的原因主要取决于振幅及频率、交变应力大小和循环次数,压力脉动会导致管道弯头出现不平衡力,荷载大小出现变化,柱塞流在弯头处会发生动量变化,对弯头产生非常大的瞬间作用力。因此管道布置时应尽量垂直,减少弯头个数,并采用大曲率弯头来减缓动能的变化,能够有效控制荷载,以减小对管道及设备的破坏。
配料精度达到多少这个问题有的客户极度关注。

Sodimate(索得曼)的系统已被广泛应用于欧洲、北美乃至全世界非常重要的市政及工业项目中并完成了安装实施。从2009年中国分公司成立至今,Sodimate(索得曼)受到了亚洲客户的信赖,从上海城投青草沙原水厂五号沟泵站的粉末活性炭投加系统、中国香港污泥处理厂垃圾焚烧烟气处理系统药剂投加、神华榆林甲醇下游加工项目废水处理成套系统,再至鑫辉太阳能有限公司的污水处理工程,Sodimate(索得曼)先进的系统为全球各**与私营企业项目既提供了可靠的环境治理方案,也尽力为客户节省开支。从水处理烟气处理项目中的自动加药、粮油企业脱色剂的定量投加、食品加工生产中颗粒或片状原料的定量输送、建筑行业粉末颜料的称重配比,Sodimate(索得曼)的自动化定量输送系统皆能以比较大效率与小维护成本满足客户的项目要求。
将输送皮带的载荷及速度信号传送到测量控制仪表或工控机;天津称重给料系统质量
不断地将实际给料量与设定给料量进行比较,从而控制输送皮带的速度使给料量尽可能接近或等于设定的给料量;贵州称重给料系统厂家
1.骨料集料仓及带式输送机的维护保养
1.1骨料集料仓
(1)根据搅拌站的使用情况,每月检查耐磨衬板及压板螺栓的磨损情况,并对已损坏的衬板及螺栓进行更换。
(2)搅拌站使用时,每天检查集料仓上所有传感器的上支座螺母锁紧情况,以后改为每周检查。
(3)每班前必须检查卸料门气缸开启或关闭是否自如,检查气缸缸体螺栓杆上的两支磁性开关指示灯是否正常工作。
1.2带式输送机
(1)在运行前检查电动滚筒内润滑油量及透气螺塞是否更换,油量以滚筒半径的2/3为宜,滚筒***工作300小时后更换筒内润滑油,以后每隔5000小时换油一次。推荐用油标准:L-CKC68工业闭式齿轮油。
(2)皮带机必须空载启动,***使用或电力系统维修后应检查输送带的运送方向是否正确。
(3)输送带的寿命磨损大多为跑偏、击穿损伤等人为因素造成,因此应检查输送皮带有无跑偏、皮带与从动辊之间有无异物掉入。如有异常情况应立即断电停机排除,对于张紧辊处有重垂箱的机构,发生皮带跑偏时,应在沙箱里沿跑偏相反方向加重物进行调整。
贵州称重给料系统厂家