我们应该如何正确使用轮廓仪?
一、准备工作
1.测量前准备。
2.开启电脑、打开机器电源开关、检查机器启动是否正常。
3.擦净工件被测表面。
二、测量
1.将测针正确、平稳、可靠地移动在工件被测表面上。
2.工件固定确认工件不会出现松动或者其它因素导致测针与工件相撞的情况出现
3.在仪器上设置所需的测量条件。
4.开始测量。测量过程中不可触摸工件更不可人为震动桌子的情况产生。
5.测量完毕,根据图纸对结果进行分析,标出结果,并保存、打印。
共焦显微镜通过压电驱动器和物镜的精确垂直位移来实现。福建轮廓仪可以免税吗

轮廓仪在集成电路的应用
封**ump测量
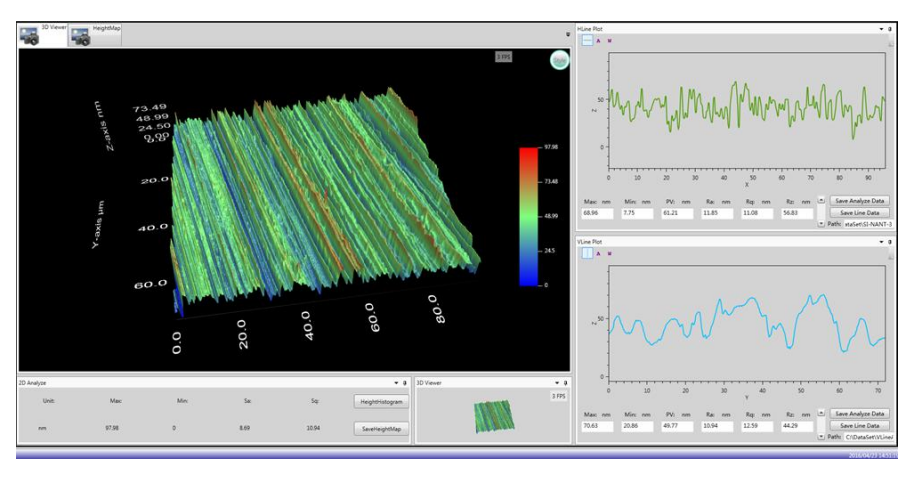
视场:72*96(um)物镜:干涉50X 检测位置:样品局部
面减薄表面粗糙度分析
封装:300mm硅片背面减薄表面粗糙度分析 面粗糙度分析:2D, 3D显示;线粗糙度分析:Ra, Ry,Rz,…
器件多层结构台阶高 MEMS 器件多层结构分析、工艺控制参数分析
激光隐形切割工艺控制 世界***的能够实现激光槽宽度、深度自动识别和数据自动生成,**地缩
短了激光槽工艺在线检测的时间,避免人工操作带来的一致性,可靠性问题
欢迎咨询。 高校轮廓仪试用三维表面轮廓仪是精密加工领域必不可少的检测设备,它既保障了生产加工的准确性,又提高了成品的出产效率。
轮廓仪对所测样品的尺寸有何要求?
答:轮廓仪对载物台xy行程为140*110mm(可扩展),Z向测量范围比较大可达10mm,但由于白光干涉仪单次测量区域比较小(以10X镜头为例,在1mm左右),因而在测量大尺寸的样品时,全检的方式需要进行拼接测量,检测效率会比较低,建议寻找样品表 面的特征位置或抽取若干区域进行抽点检测,以单点或多点反映整个面的粗糙度参数;
4.测量的**小尺寸是否可以达到12mm,或者能够测到更小的尺寸?
如果需要了解更多,请访问官网。
NanoX-8000 3D轮廓测量主要技术参数
3D测量主要技术指标(1):
测量模式: PSI + VSI + CSI
Z轴测量范围: 大行程PZT 扫描 (300um 标配/500um选配)
10mm 精密电机拓展扫描
CCD相机: 1920x1200 高速相机(标配)
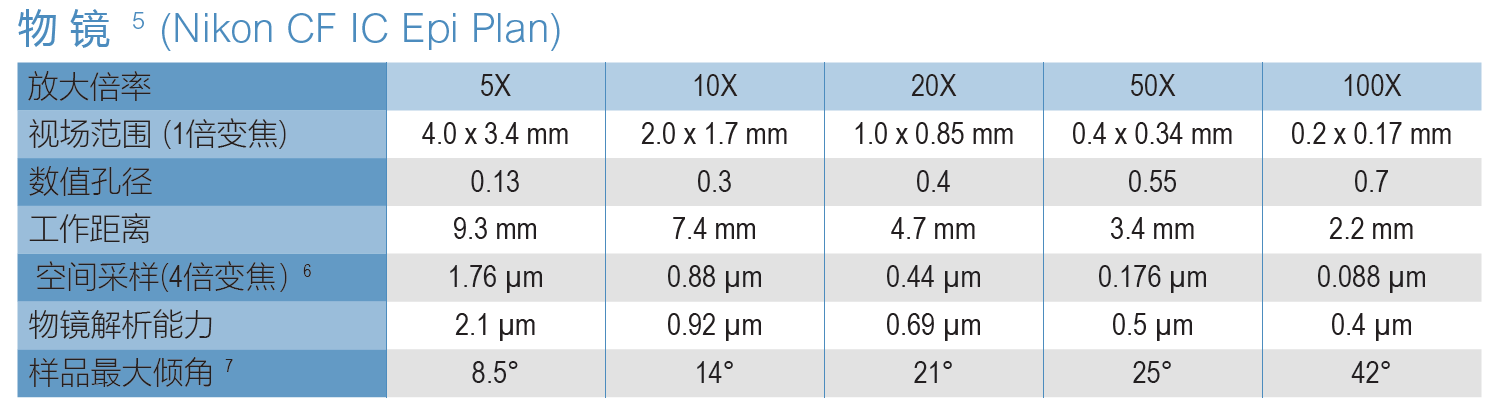
干涉物镜: 2.5X, 5X, 10X(标配), 20X, 50X, 100X(NIKON )
物镜切换: 5孔电动鼻切换 FOV: 1100x700um(10X物镜), 220x140um(50X物镜)
Z轴聚焦: 高精密直线平台自动聚焦
照明系统: 高 效长寿白光LED + 滤色镜片电动切换(绿色/蓝色)
倾斜调节: ±5°电动调节
横向分辨率: ≥0.35μm(与所配物镜有关)
3D测量主要技术指标(2):
垂直扫描速度: PSI : <10s,VSI/CSI:< 38um/s
高度测量范围: 0.1nm – 10mm
表面反射率: > 0.5%
测量精度: PSI: 垂直分辨率 < 0.1nm
准确度 < 1nm
RMS重复性 < 0.01nm (1σ)
台阶高重复性:0.15nm(1σ)
VSI/CSI:垂直分辨率 < 0.5nm
准确度<1%
重复性<0.1% (1σ,10um台阶高) 包含了从纳米到微米级别的轮廓、线粗糙度、面粗糙度等二维、三维参数,作为评定该物件是否合格的标准。

一、从根源保障物件成品的准确性:
通过光学表面三维轮廓仪的扫描检测,得出物件的误差和超差参数,**提高物件在生产加工时的精确度。杜绝因上游的微小误差形成“蝴蝶效应”,造成下游生产加工的更大偏离,**终导致整个生产链更大的损失。
二、提高效率:
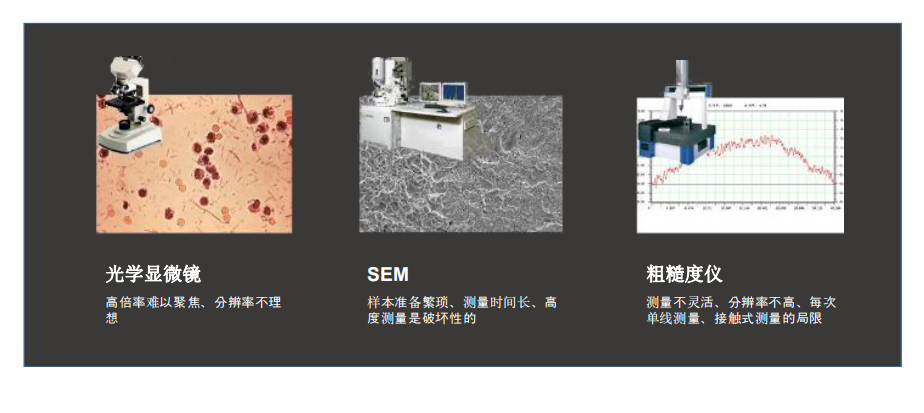
智能化检测,全自动测量,检测时只需将物件放置在载物台,然后在检定软件上选择相关参数,即可一键分析批量测量。摈弃传统检测方法耗时耗力,精确度低的缺点,**提高加工效率。 表面三位微观形貌的此类昂方法非常丰富,通常可分为接触时和非接触时两种,其中以非接触式测量方法为主。江苏高校轮廓仪
NanoX-8000 Z 轴聚焦:100mm行程自动聚焦,0.1um移动步进。福建轮廓仪可以免税吗
轮廓仪,能描绘工件表面波度与粗糙度,并给出其数值的仪器,采用精密气浮导轨为直线基准。轮廓测试仪是对物体的轮廓、二维尺寸、二维位移进行测试与检验的仪器,作为精密测量仪器在汽车制造和铁路行业的应用十分***。(来自网络)
先进的轮廓仪集成模块
60年世界水平半导体检测技术研发和产业化经验
所有的关键硬件采用美国、德国、日本等
PI ,纳米移动平台及控制
Nikon,干涉物镜
NI,信号控制板和Labview64
控制软件
TMC 隔震平台
世界先进水平的计算机软硬件技术平台
VS2012/64位,.NET/C#/WPF
Intel Xeon 计算机
福建轮廓仪可以免税吗