- 产地
- 中国
- 品牌
- 志承
- 型号
- 定制
- 是否定制
- 是
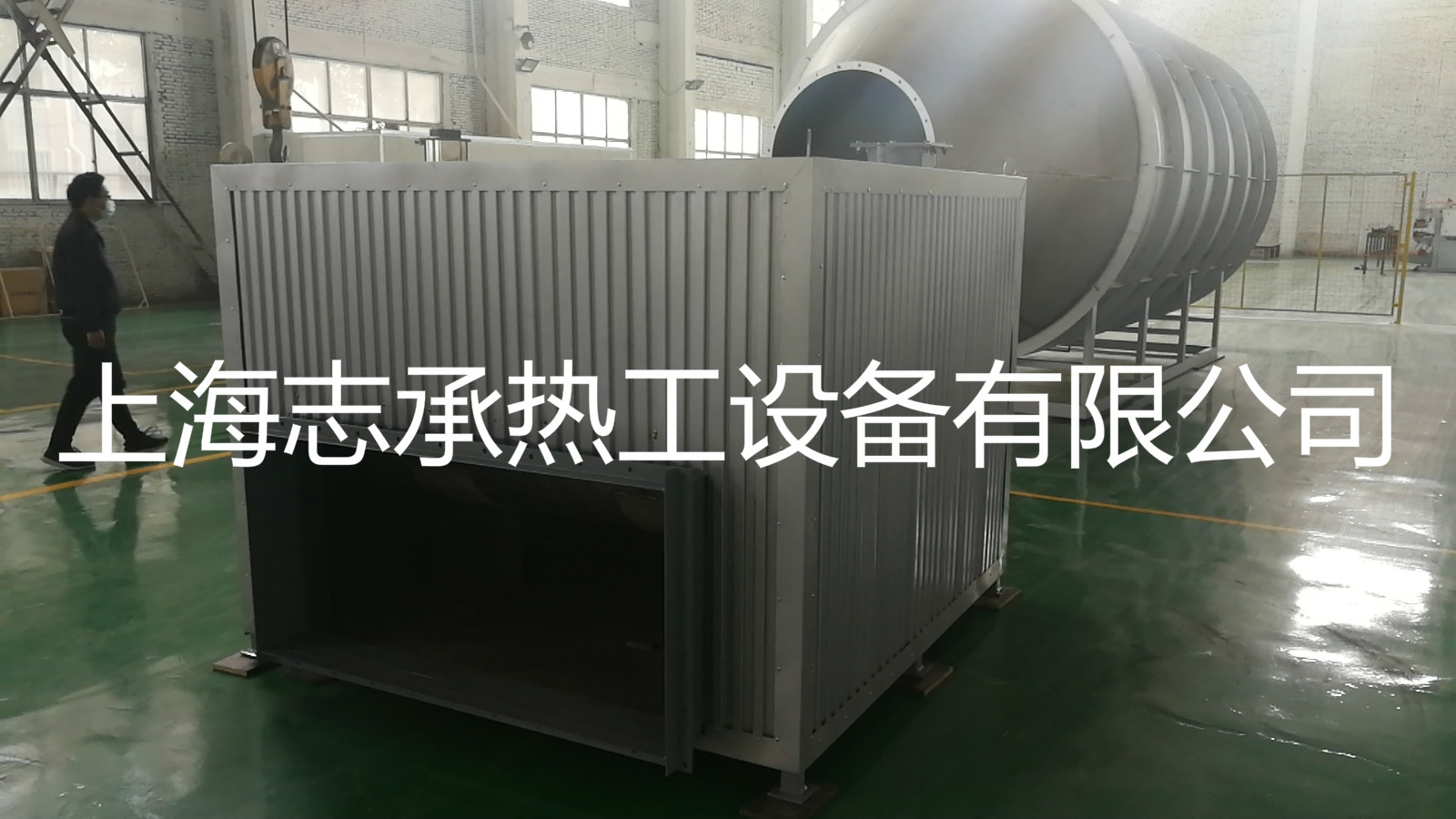
但是余热的动力回收和热利用都离不开换热设备。因此各种类型的热交换器乃是余热利用主要和相对基本的设备,按其用途来看,有余热锅炉、加热器(水、油或其他介质)、冷却器、冷凝器、空气预热器、蒸煮器、蒸发器、蒸馏器、干燥器等等。按其工作原理来看,比较常用的是表面式(亦称间壁式)换热器、混合式(亦称直接接触式)换热器,以及蓄热器(亦称再生式)换热器,此外还有热管式换热器、热泵系统等,这是近年来正在开发应用的一种新型换热器,它具有很高的传热性能及其他一系列优点,是传统换热器的强大竞争对手,具有很大发展前途和生命力。上海志承与您分享余热回收发挥的重要作用。山西质量余热回收
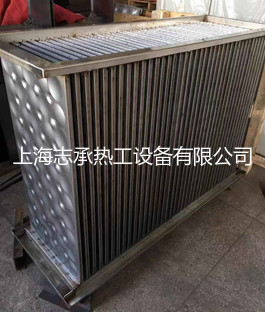
基于热管的换热设备 热管是一种有效的导热元件,通过在全封闭真空管内工质的蒸发和凝结的相变过程和二次间壁换热来传递热量,属于将储热和换热装置合二为一的相变储能换热装置。热管导热性优良,传热系数比传统金属换热器高近一个量级,还具有良好的等温性、可控制温度、热量输送能力强、冷热两侧的传热面积可任意改变、可远距离传热、无外加辅助动力设备 等 一 系 列 优 点。 热 管 工 作 温 度 分 为 低 温( - 200 ~ + 50℃) ,常温( 50 ~ 250℃) ,中温( 250 ~600℃ ) ,高温( > 600℃ ) 的热管江西余热回收服务放心可靠上海志承余热回收值得信赖。

在石油化工中的应用: (1)烃类热解炉中的余热回收;(工作温度约750~900℃) (2)乙苯脱氢反应器中的余热回收; (3)环己醇脱氢化学反应器中的余热回收; (4)催化、裂化再生取热器中的余热回收; (5)其它各种加热炉中的余热回收; 在建材工业中的应用: (1)在高岭土喷雾干燥热风炉中的余热回收; (2)玻璃窑炉中的余热回收; (3)水泥窑炉中的余热回收; (4)各种陶瓷倒燃炉及隧道窑中的余热回收; 在冶金工业中的应用: (1)轧钢连续加热和均热炉中的余热回收; (2)坯件加热炉中的余热回收; (3)线材退火炉中的余热回收; (4)烧结机中的余热回收;以一台180M2的烧结机为例,可回收蒸汽量达10~22吨/小时。

由于工质特性明显不同,相应的余热回收系统及设备组成也各具特点。目前主要的工业应用以水为工质,以余热锅炉 + 蒸汽透平或者膨胀机所组成的低温汽轮机发电系统。压缩式热泵中以水源热泵技术应用较为广,可用于火电厂/核电厂循环水余热、印染、轮胎制造、油田、制药等行业的余热回收。例如,电厂以循环水或工艺产热水作为热源水,通过热泵机组提升锅炉给水的品位,使原有的锅炉给水由 15℃( 20、25℃) 提升到 50℃,减少锅炉对燃煤的需求量,达到节能降耗的目的。上海志承与您分享余热回收对如今市场的影响。直销余热回收服务放心可靠
余热回收,专业的厂家,专业的服务!山西质量余热回收
高温蒸汽只用于一般加热过程,就大材小用了。所以,为了有效地利用蒸汽,要根据不同的需要选择合适的蒸汽参数,用过的蒸汽不要轻易排掉,应想方设法继续使用,直到无法利用为止,尽量做到一汽多用的目的。有的企业为了动力工艺,分级使用蒸汽,使高压蒸汽两次通过背压式汽轮机,再去用它加热,接着用于蒸煮,一汽四用。我国引进的大型化肥设备能源利用率很高,除了设备优势,自动化管理水平高之外,还有一个重要原因,就是充分利用化学反应热和蒸汽能量。利用化学反应热生产的蒸汽入高压工业汽轮机,接着带动中压工业汽轮机与背压汽轮发电机,然后再用于各种加热工艺,这套设备的吨氨能耗和电耗都比我国普遍设备节能得多。山西质量余热回收
各国机构通过税收优惠、补贴等政策鼓励余热回收项目。从经济角度看,典型工业余热回收项目投资回收期一般为2-5年,内部收益率可达15%-30%。环境效益方面,每回收1GJ余热可减少约80kg标准煤消耗和200kg CO₂排放。 余热回收是实现工业节能减排的重要抓手,随着技术进步和政策支持,其应用潜力将进一步释放。企业应结合自身工艺特点,开展余热资源评估,选择适宜的技术路线,将余热回收纳入能源管理战略,为实现"双碳"目标贡献力量。未来,余热回收技术与可再生能源、智能电网的融合将创造更大的综合价值。 烟气废水藏余热,回收利用助力低碳生产。安徽余热回收生产厂家怎么选择 余热回收技术之所以能在...
- 本地余热回收报价 2026-03-22
- **余热回收设备 2026-03-22
- 山西余热回收市场价格 2026-03-22
- 山西余热回收报价 2026-03-22
- 内蒙古直销余热回收 2026-03-22
- 北京余热回收系统 2026-03-22
- 口碑好余热回收厂家 2026-03-21
- 直销余热回收的原理和利用 2026-03-21
- 本地余热回收生产厂商 2026-03-21
- 江苏余热回收要多少钱 2026-03-21
- 天津余热回收要求 2026-03-21
- 辽宁余热回收的意义 2026-03-20
- 浙江余热回收的用途和特点 2026-03-20
- 天津余热回收利用技术 2026-03-20
- 江苏余热回收装置原理图 2026-03-20
- 河北余热回收设备 2026-03-20




- 内蒙古直销余热回收 03-22
- 北京余热回收系统 03-22
- 口碑好余热回收厂家 03-21
- 直销余热回收的原理和利用 03-21
- 本地余热回收生产厂商 03-21
- 江苏余热回收要多少钱 03-21
- 江西余热回收生产厂家怎么选择 03-21
- 便宜余热回收厂家 03-21
- 北京余热回收市场价格 03-21
- 上海余热回收 03-21