- 品牌
- 孛辰裱纸机,孛辰翻转机,孛辰全自动裱纸机,孛辰高速裱纸机
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 上海
- 可售卖地
- 齐全
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
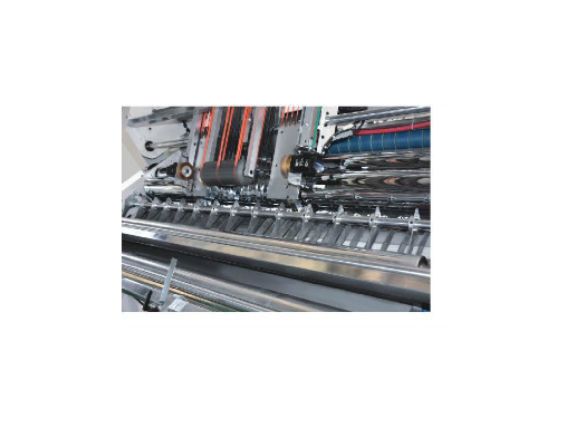
裱纸机的功能与特点:裱纸机结构简单,设备外型可观,可适应不同大小纸张的要求,有着较高的生产效率。裱纸机由送纸机构,裱纸机构,压纸机构组成,送纸机构上设置有两个风头,裱纸机构上有中间定位,吧裱纸机构分成两个走纸道,裱纸机构的两侧设有翼形弹簧片,中间的定位机构由中间定位导向块和升降机构组成。设备稳定性高,设运转速度快,运行平稳又准确。是生产彩箱的用户的选择设备。裱纸机就是将两种不同的纸(卡纸与瓦楞纸的贴合)粘合在一起,叫做裱纸机,又称贴面机或覆面机。全自动裱纸机简易调试方法:裱纸机常用的调整,操作工必须要熟知,避免延误订单的加工。无锡卡纸全自动裱纸机报价

全自动裱纸机胶水必须注意的几点:每一次胶水配方材料中的片碱(氢氧化钠)材料的保管是比较重要的,一般片碱的放置要严格密封,并保存与干燥的环境中,如果每一次使用完毕以后密封不好,就会引起片碱大量吸水,一旦片碱吸水受潮,就会影响其浓度,就会导致做出的胶水氧化不够,同时受潮的片碱含有氢氧化钠成分不清晰,导致胶水做的不好,(切记,片碱我们俗称氢氧化钠这种产品一旦跟空气接触就会大量吸收空气中的水分,同时其重量就会增加,按照产品出厂标准,其氢氧化钠含量是99%,一旦吸水以后就会变重,我们按照重量配比做胶水的时候就会实际氢氧化钠含量变少,同时就会控制不住胶水质量,导致全自动裱纸机生产出来的瓦楞纸板全部脱胶而导致产品报废。无锡1650全自动裱纸机价格全自动裱纸机特点:可将纸张准确送入机器中。

全自动裱纸机纸板卷翘的解决方法:在纸箱贴面工艺中,造成纸板卷翘缺陷的原因除了少数情况是由于面纸和瓦楞纸板本身的卷翘直接导致的外,绝大多数则是纸板吸收胶水里面的水份后造成了面纸和瓦楞纸板尺寸的变化,尺寸变化的不一致就导致了裱贴后出现卷翘的缺陷。吸收的水分越多,其伸长的幅度越大。如果面纸伸缩的比率大于瓦楞纸板的伸缩比率,则裱贴后的纸板向上卷翘,反之则为下弯。如果将纸板将吸收的水分全部析出,还复到原来的水份含量后,面纸会比原来的尺寸略小,但瓦楞纸板比原来的尺寸稍大,面纸的收缩率要明显高于瓦楞纸板的收缩率,就容易出现上弯的情况。并且通过观察还能发现,纸板横纹方向的伸缩比率是竖纹方向的10倍以上。
全自动裱纸机保持高精度的方法:模切版安装好后CTF,取一张上述准备好的纸板(以下称“调压纸板”),使调压纸板的右纸边与叼口边和下平台的右边缘齐平,然后用胶带纸把调压纸板粘贴在下平台上,根据经验调整压力,点动机器发展史,在调压纸板上压出刀痕。这时对模切压力的精度要求不高,只要控制到不把调压纸板切断,同时又能看到刀痕就行,随后可以根据刀痕对模切压力进行局部的调节。将调压纸板从下平台上取出,同时把版框从机器中抽出色彩,然后把调压纸板用胶带纸粘贴在上框钢板上。由于调压纸板在压痕时是与下平台的右边缘和前边缘齐平放置的,所以它的右边缘和前边缘相对于上框钢板的右边缘、前边缘位置是固定的,这个位置我们应该提前用笔画在上框钢板上供长期使用,可以很方便地将调压纸板对准画在钢板上的记号位置,然后用胶带纸将其固定住。全自动裱纸机特点:效率更高。

全自动裱纸机正确的调整与保养:裱纸机若调整或保养不妥,容易形成面纸和瓦楞纸板裱贴呈现差错的弊端,其主要原因有:裱纸机送纸链条组织存在松动现象,使上、下链条作业合作不一致或不稳定;上、下链条上的前规呈现松动,使送纸时对纸边发生撞击现象;压纸钢板条对面纸的触摸方位不适或间隙太大,没有起到减缓纸板高速运动时惯性冲力的效果;上、下滚压辊因没有经常清洗而聚积着必定量的胶液,阻滞了面纸和瓦楞纸板的同步滚压输送,所以,裱纸机的链条应适时进行清理,清洗,并坚持良好的光滑。关于呈现松动的前规,应该及时采纳相应的办法进行处理;调整压纸钢板条的方位,使之与纸板坚持必定的摩擦力,避免输纸过猛而超前;应经常铲除洁净上、下滚压辊上的胶液或赃污。全自动裱纸机安全操作规程:各操作手柄,开关按钮,调节装置,安全装置置于停机后的正常位置。广东大型全自动裱纸机直销厂家
全自动裱纸机安全操作规程:开机试转几分钟,检查机器各运动部分是否有异声等现象。无锡卡纸全自动裱纸机报价
谐波传动装配:1.安装前全部零件清洗干净。2. 安装时先将波发生器装入柔轮,然后边转动波发生器,边将带有波发生器的柔轮,底朝前装入刚轮。3.拆卸的程序与安装时相反。但拆卸时,必须保证刚轮轮齿无偏斜地与柔轮齿脱开,以消除它们的变形或齿面擦伤。4.柔轮装入刚轮中时,检查轮齿啮合是否对称,短轴上间隙应相等,即A1=A2,5.安装后高速轴不得有轴向窜动,否则将导致柔轮底部断裂。6.安装前,组件内所有零件表面都应涂敷00#半流体润滑脂或润滑油。而且安装后,在波发生器内,刚轮与柔轮齿面,以及柔性 轴承 外表面与柔轮内孔表面均应保存有00#半流体润滑脂或润滑油。无锡卡纸全自动裱纸机报价
- 广东单面全自动裱纸机厂家推荐 2026-03-17
- 高速全自动裱纸机哪家好 2026-03-17
- 玉田两用全自动裱纸机售价 2026-03-16
- 玉田瓦楞纸全自动裱纸机厂家推荐 2026-03-16
- 南京1450全自动裱纸机报价 2026-03-14
- 惠州自动全自动裱纸机售价 2026-03-14
- 无锡卡纸全自动裱纸机供应商 2026-03-14
- 成都自动全自动裱纸机售价 2026-03-14
- 纸箱全自动裱纸机售价 2026-03-14
- 惠州瓦楞纸全自动裱纸机哪家便宜 2026-03-14
- 上海高速全自动裱纸机厂家推荐 2026-03-14
- 温州双用全自动裱纸机供应商 2026-03-14