- 品牌
- 孛辰裱纸机,孛辰翻转机,孛辰全自动裱纸机,孛辰高速裱纸机
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 上海
- 可售卖地
- 齐全
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
全自动裱纸机纸板卷翘的解决方法:一、采用正确的纸纹方向。为了保证纸板在裱贴过程中不出现卷翘缺陷,要保障长是竖纹,宽是横纹,这样其尺寸变化的幅度将较小。而且因为短边为横丝方向,长边为竖纹方向,其纸幅收缩的较全值较横纹印刷要小得多,从而可以减轻卷翘的幅度。二、选择正确的堆叠方式。在进行裱贴的过程中,对刚完成裱贴的纸板采用正反相对的方式进行堆垛叠压,也可在一定程度上改善纸板卷翘。对于完成裱贴且卷翘严重的纸板,比较可行且有效的办法则是在上面施加一定的重压,经过一段时间后,卷翘的纸板会有较明显地改善。全自动裱纸机安全操作规程:停机时,将各处辊筒压力退开,送纸台降低至比较低位置。东光全自动裱纸机

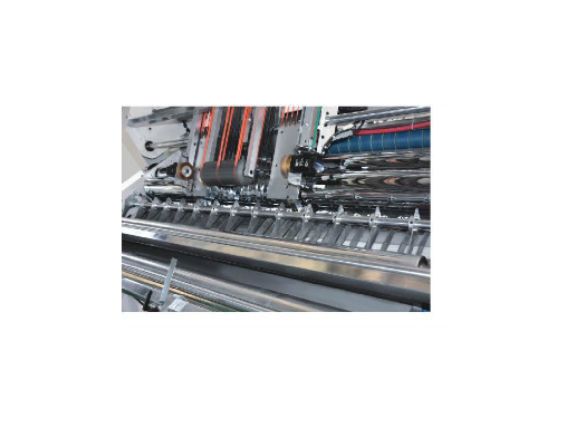
新手如何安装调试自动裱纸机:自动裱纸机的安装:当用户收到新购买的自动裱纸机之后,首先要做的就是检查裱纸机包装是否完好,以及随机文件与工具是否齐全,避免在运输过程中造成的机器损坏。然后根据裱纸机的重量选择安放地点,如果机器的重量较轻可以直接安放在水泥地面上,摆放好裱纸机以后,应使用水平仪来调整机器的比较佳放置位置,为后的的使用打下基础。2.电气控制操作:在开机时,首先打开总电源开关及控制电源开关,拨动马达开关,主机变频器通电后,按下启动按钮,主电机即可进入调速运转状态,此时通过调节变频器控制面板上的按钮就可以调整机器转速以达到满意状态了。然后打开风机按钮用以控制底纸在到达前规前的平稳运行。当机器的其它一切准备工作就绪后,将“胶泵”按钮旋至“自动”位置。打开“压合机”旋钮,然后进行压合机的调速工作。深圳1650全自动裱纸机厂家推荐GTM智能型高速裱纸机:上送纸机采用高速送纸飞达。
全自动裱纸机胶水必须注意的几点:生产胶水的过程也比较重要,主要应该掌控的重点就是熟化过程,,在生产胶水的时候要掌控的比较重要的难点就是做熟胶的时候,片碱水倒入淀粉中时候必须要遵循的方法就是要少,慢原则,慢慢倒入,越少越好,同时搅拌时候要均匀,在搅拌的时候千万不能够停,同时千万不能够正反搅拌,要严格网一个方向或者顺时针或者逆时针,匀速搅拌,还有一个很重要的事情就是熟胶的制作要搅拌到胶水呈半透明状态,也就是完全熟化才能够倒入生胶桶内,如果不完全熟化,胶水就的呢关于白做,还要浪费产品,因此熟胶制作的时候要搅拌至完全熟化才行。
全自动裱纸机目前存在什么问题:1、大幅面速度不高,影响速度因素之一的对于采用推规输送面纸的裱纸机,速度高时推规对面纸的冲击会很大,这种情况下会造成输纸不畅,面纸堆积等问题。2、裱合精度问题,目前多数机器的裱合精度只有1.5mm,机器精度可以达到0.5mm;而且这个精度跟印刷的精度要求相比已经是有很大的差距了,这样的裱纸精度,即使是再好的印刷效果,经过这样裱合后,也失去了原来的效果。3、脱胶、沾花、粘贴不牢、透楞等现象,上胶量大小对裱合后质量的影响,上胶的效果将直接影响裱合后的质量,上胶量不足,则粘合不牢靠,上胶量过大,则会有胶溢出粘脏透楞等的产生。全自动裱纸机特点:面纸超前量可调。

自动裱纸机的使用方法有哪些:自动裱纸机的功课对纸板要求较高,面纸和单瓦必需干燥、平整,同时对操纵职员的纯熟程度也较高;半自念头结构简朴,配有纸板防卷器,手工功课比较灵活,速度不快。全自念头的出产效率、机器本钱差未几都是半自动手工机的2。5倍。为了避免瓦楞高度在裱纸复合过程中少遭挤压损伤,一方面要求纸板不能太软,含水份控制在14%以下;另一方面压合机部位的压力、角度和速度调至适中。海内贴面机有效压合长度定为3。2米,纸箱厂可要求机器厂家适当延伸至3。8米。较长的压合长度下,操纵职员可根据产品需求卸除、减少皮带下的22根压送滚筒。全自动裱纸机安全操作规程: 开机前,按照润滑图的要,给需要润滑的部位加入适量的润滑剂。玉田纸箱全自动裱纸机哪家便宜
全自动裱纸机安全操作规程:如发现有噪声,漏电等异常现象立即停机检修。东光全自动裱纸机
自动裱纸机的调整装置的制作方法:现有的自动裱纸机的调整装置,其调整装置一般分为两部分长轴部分和短轴部分。长轴部分是一根经调质处理的长轴,一头配合齿轮;短轴部分是一根铬棒材质的短轴, 一头配齿轮,另一头配有手轮。长轴部分和短轴部分两个部分的齿轮啮合在一起。随着印后包装行业的发展,裱纸机的面纸和瓦楞纸配合要求更趋很准。在面纸和瓦楞纸配合上,要求做到两纸合一。不可避免的,上述常规调整装置也要设计得更加准确。 常规调整装置是在机械调机运行过程中,摇动短轴手轮,触动齿轮,就可以调整自动裱纸机面纸输送部的上推纸爪和自动裱纸机瓦楞纸纸输送部下推纸爪,使推送的面纸及瓦楞纸配合。在这个常规调整装置中,对于一些规格比较小的面纸和瓦楞纸配合较为准确,遇到大规格的面纸和瓦楞纸配合不够精度,容易出现废纸,给调试人员调试带来不便。东光全自动裱纸机
- 南京卡纸全自动裱纸机哪家便宜 2026-05-05
- 河北高速全自动裱纸机哪家便宜 2026-05-05
- 东光高速全自动裱纸机哪家便宜 2026-05-05
- 河北1650全自动裱纸机 2026-05-05
- 苏州小型全自动裱纸机 2026-05-05
- 纸箱全自动裱纸机 2026-05-04
- 河北卡纸全自动裱纸机价格 2026-05-04
- 温州双用全自动裱纸机 2026-05-04
- 东光卡纸全自动裱纸机售价 2026-05-04
- 广州1450全自动裱纸机供应商 2026-05-04
- 广州高速全自动裱纸机厂家 2026-05-04
- 无锡小型全自动裱纸机厂家 2026-05-04