我们在进行厚板激光加工时,采用金属激光切割机厚板切割,氧纯度下降是影响切口质量的重要因素。氧流的纯度对切割过程有强烈影响。当氧流纯度下降,铁氧燃烧率将下降10%;纯度下降5%时,燃烧率将下降37%。燃烧率下降将减少了燃烧过程输入到切缝中的能量,降低了切割速度,同时切割面液态层中铁的含量增加,从而增大到熔渣的粘性,导致熔渣排出困难,这样在切口下部就会出现严重的挂渣,使切口质量变得难以接受。为了保持切割稳定进行,要求在板厚方向切割氧流的纯度及压力要基本保持恒定。传统激光切割工艺中,常常使用普通锥形喷嘴,这种喷嘴在薄板切割中能满足使用要求。但在切割厚板时,随着供气压力增大,喷嘴的流场中容易形成激波,激波对切割过程有许多危害,降低氧流的纯度,影响切口质量。解决这个问题一般有三种办法:(1)在切割氧流周围添加预热火焰。(2)在切割氧流周围添加辅助氧流。(3)合理设计喷嘴内壁,改善气流流场特征。 激光加工的3大特点是什么?常州大型厚板激光加工生产厂家

在厚板激光加工上也是会存在难度的,那么激光切割厚板难在哪里?激光切割机对于10mm厚以下钢板的切割已不成问题。但如果要切割更厚的钢板,往往要求助于输出功率超过5kW的高功率激光器,而且切割质量也明显下降。由于高功率激光器设备成本昂贵,其输出的激光模式也不利于激光切割,所以传统激光切割方法在切割厚板时,不具备优势。金属切割厚板的存在以下技术难点:1.准稳态燃烧过程维持比较困难。金属激光切割机实际切割过程中,能切透的板厚是有限的,这与切割前沿铁不能稳定燃烧密切相关。燃烧过程要能持续进行,切缝顶部的温度必须达到燃点。单独靠铁氧燃烧反应释放的能量,实际上不能确保燃烧过程持续进行。一方面,是由于切缝被喷嘴喷出的氧流连续冷却,降低了切割前沿的温度;另一方面,燃烧形成的氧化亚铁层覆盖在工件表面,阻碍氧的扩散,当氧的浓度降低到一定程度时,燃烧过程将会熄灭。 镇江专业厚板激光加工厂家激光加工的基本特点是什么?

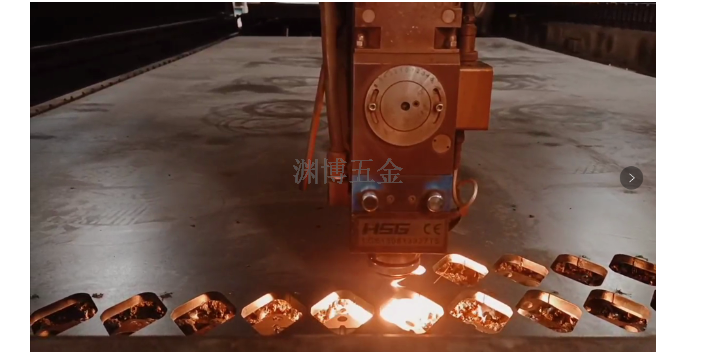
在厚板激光加工中,板材越厚穿孔时间就越长,所以为了提高切割效率,很多激光切割机厂家都会在穿孔时间上进行改善。然后穿孔的时候,较为常见的问题为爆孔,出现这种问题的原因是采用高功率穿孔,速度快导致:穿孔时注入的巨大能量使板材温度升高然后影响接下来的全体切开,而用小功率脉冲进行穿孔的话,时刻就很长会导致切开的功率下降和单位成本的提高。切割断面激光切割厚板的难度比薄板要高很多,特比切割断面的美观性要比薄板的切割纹路明显,精度差。甚至还会出现严重的粘渣等现象,使得激光切割机的加工价值得不到完全体现。选择大功率激光切割机一定要选择资质以及品牌比较大的厂家,武汉高能激光专业制造激光设备17年,在激光切割机的装配工艺以及切割工艺方面有很深的经验,考虑到以上的问题,高能激光通过不断优化工艺,设置整套完整的工艺库,避免了以上问题的发生。
速度太慢1)造成过熔,切断面较粗糙。2)切缝变宽,尖角部位整个溶化。3)影响切割效率。3.确定适当的切割速度从切割火花判断激光切割加工速度可否增快或减慢1)火花由上往下扩散2)火花若倾斜时,则说明切割速度太快)火花呈现不扩散且少,聚集在一起,则说明速度太慢。激光切割加工速度适当切割面呈现较平稳线条,且下半部无熔渍产生。
工件材质对激光切割精度有一定影响。同样情况下,不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。那么,激光切割加工时怎么才能做到高精度呢?济南激光切割厂经过多年实践总结出提高激光切割加工精度的几个关键技术:一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。 厚板激光加工中会出现什么问题。
正是由于CO2和光纤激光两者的波长相差一个数量级,前者是不能用光纤传输的,后者可以用光纤传输,大的增加了加工的柔性化程度。早期在光纤激光器推出市场之前,为了实现三维加工,我们采用光关节技术通过高度准确配合的动态的组合反射镜系统将CO2激光导到三维曲面表面,实现CO2激光的三维加工,这种技术因为国内准确加工技术的限制主要掌握在极少数欧美发达国家手里,价格昂贵,维护要求高,在光纤激光的市场份额逐渐扩大的同时已经逐渐失去其市场。而光纤激光由于它可以通过光纤传输,柔性化程度从未有过提高,特别是针对汽车行业,由于基本上都是1mm左右的薄板曲面加工,光纤激光配合同样柔性化的机器人系统,成本低,故障点少,维护方便,速度奇快,当仁不让地稳稳占领了这块市场。厚板激光加工几大问题。无锡专业厚板激光加工价格
厚板激光加工规格是如何的?常州大型厚板激光加工生产厂家
厚板激光加工时出现的问题怎么解决呢,接下来让小编简单讲解一下:1.高峰穿孔(HPP)方案利用占空比小的高峰值脉冲激光,辅以喷射在材料表面上的不燃油以清扫开孔边缘附着物,控制脉冲的合理频率边冷却边穿孔。其特点是相对炸孔虽然时间稍长(3秒),但穿出的孔径小(约φ4mm)且开孔边缘无附着物以及入热较低,便于接下来的正常切割加工,相比普通穿孔则效率提高了4倍。2.切割断面改善方案对于碳钢来说改善切割断面的重要因素是控制对板材的入热并能保证激光照射部分的充分燃烧。对于不锈钢来说改善切割断面的重要因素则是光束的改良(改善焦深)与辅助气体的有效利用。亮面切割技术就是改善了发振器和喷嘴所得到的结果。3.保证加工稳定性的方案中厚板激光切割机加工问题的解决方案,当前为了提高加工机的运行速度,激光机多采用俗称飞行光路的结构,即材料托盘不动而加工头在整个可加工区域内运动的形式。而为了补偿加工头与光源相对位置的变化,各厂商也尽可能保证光斑在加工范围内的一致性,使用曲率可变折射镜是普遍选择的方式。这种方法虽然结构简单却会改变焦深,使在对焦深极为敏感的中厚板切割时会显得力不从心(既要保持光斑不变又要保持焦深不变)。常州大型厚板激光加工生产厂家
杭州渊博五金机械有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司业务涵盖浙江钣金加工,精密箱柜加工,萧山厚板激光加工,机床外罩钣金加工等,价格合理,品质有保证。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。渊博五金秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。







