- 品牌
- 诺荣
- 型号
- 齐全
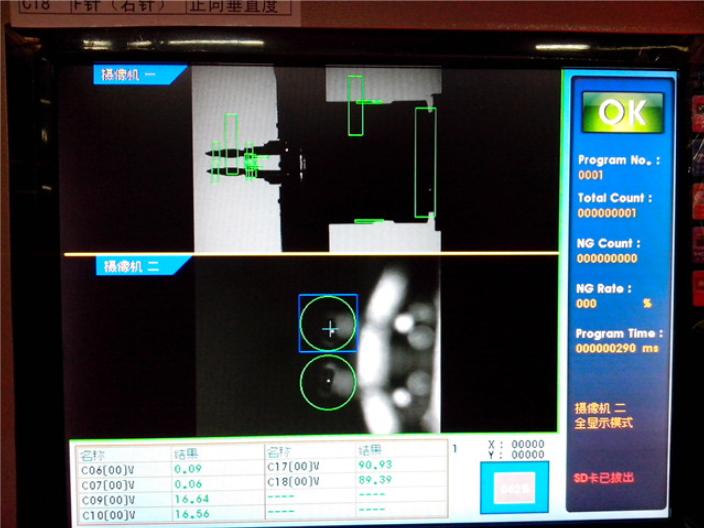
具体视觉检测需对应需求:1、电子元器件检测:电容、电阻等的尺寸测量,PIN针偏移、变形、短缺等缺陷,印刷字符检测等;2、食品包装检测:食品包装的外观完整性检测、条码识别、密封性检测;饮料分拣与色选、液体检测,生产日期、保质期字符识别;灌装线上空瓶破损、洁净检测等。外观视觉检测设备检验对象是对成品的外观进行检验,对机器设定一定的检验程序,使之自动检验成品。检验条件为观察距离,能在30cm范围内看到外观问题未发现缺陌;观察角度为水平方向45°±15°;观察时间为按法线距离和角度要求扫描整个检测面5秒规定;光强:在自然光或60W-100W荧照明条件下(距光源50cm)检查。机器视觉检测设备产业链上游由零部件和软件组成。天津手机配件机器视觉检测设备企业
机器视觉检测设备
嵌入式视觉系统是将先进的计算机技术、半导体技术和电子技术和各个行业的具体应用相结合后的产物。将嵌入式技术结合传统的机器视觉就是应市场需求变化而推出的新技术,该技术实现了实时视觉图像采集、视觉图像处理控制,使其结构更紧凑,已经是行业发展的大势所趋,前景一片大好。机器视觉检测适用与尺寸精度高、表面精度高的精密五金类部件检测,检测尺寸在35MM以下的产品,如手机部件、高精度螺丝、电子元件、注塑橡胶等对精度要求较高的产品上使用。但对于立体产品的内部检测就有些不如3D视觉检测了。天津手机配件机器视觉检测设备企业机器视觉检测设备将与自动化更进一步的融合。

嵌入式机器视觉检测设备实现方式主要有三种:1、基于标准总线,采用DSP作为运算和控制处理器的系统。DSP芯片虽然能够处理大量信息和高速运行,但其I/O接口单一,不易扩展,控制能力较弱,尚存在一定局限性。2、基于DSP+FPGA 的机器视觉检测设备。FPGA 与DSP的结合,可实现宽带信号处理,提高信号处理速度,但FPGA 使用的是硬件描述语言,其算法开发具有很大的难度,功能实现由硬件控制,系统受环境影响较大。3、采用ARM微处理器或采用ARM+DSP构建方式的机器视觉系统,这种构建方式人机交互功能强大,集成度高、实时性好、支持多任务,但该系统中ARM 与DSP的数据交换方法仍采用外部电路连接,增加了系统的不稳定性。
在自动化生产过程中,人们通常将机器视觉系统广地用于工况监视、成品检验和质量控制等领域。目前机器视觉产品中端市场2/3为电子制造、汽车制造和市政交通行业所占据,其余市场份额包括食品、包装机械、印刷等行业需求,并且这些行业对机器视觉产品的需求仍然在大幅增长。从灯检机行业应用来看,电子制造行业仍然是拉动需求的主要因素。但从未来发展前景来看,食品、包装机械等行业自动化水平会进一步提升,对机器视觉产品需求值得期待。对于立体产品的内部检测就有些不如3D视觉检测。
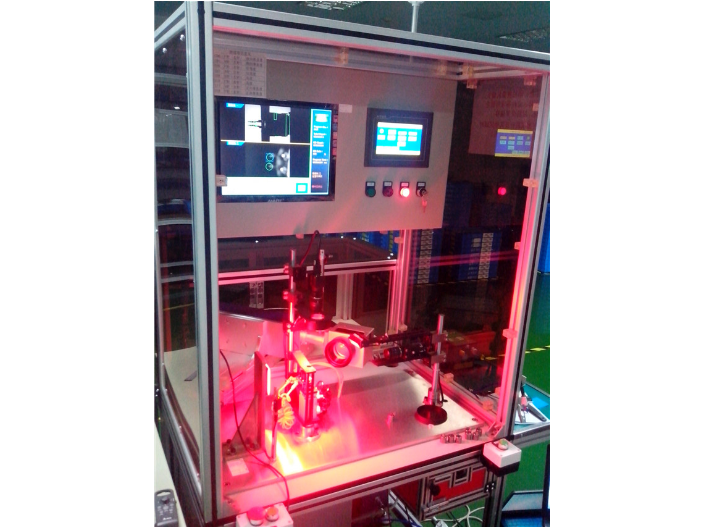
照明是影响机器视觉设备输入的重要因素,它直接影响输入数据的质量和应用效果。由于没有通用的机器视觉照明设备,所以需要针对每个特定的应用实例来挑选光源种类,还要根据实际的自然环境斟酌光源的安装和照射方案,以达到效果。图像采集卡只是完整的机器视觉设备的一个部件,但是它扮演着一个非常重要的角色。图像采集卡直接决定了摄像头的接口:黑白、彩色、模拟、数字等。机器视觉检测设备中工业相机种类的不同,在选择图像采集卡时也应有所不同。在选择时更要关注卡的稳定性、价格、功能和产品成本等因素。机器视觉检测设备具有稳定和优化的流程。北京O型密封圈机器视觉检测设备报价
在汽车制造领域,机器视觉检测设备主要用于车身装配检测、字符检测、零件尺寸的精密测量。天津手机配件机器视觉检测设备企业
机器视觉检测设备发展导读:20世纪60年代,机器视觉检测设备开始在国外研究。后来随着大规模集成电路发展,视觉系统开始走向实用化。进入80年代,微型计算机崛起,使机器视觉检测设备开始深入各领域,应用步入细分化。本文详细叙述了机器视觉检测设备各部分组成及工作原理。机器视觉系统组成:从机器视觉系统字面意思就可看出主要分为三部分:机器、视觉和系统。机器负责机械的运动和控制;视觉通过照明光源、工业镜头、工业相机、图像采集卡等来实现;系统主要是指软件,也可理解为整套的机器视觉设备。天津手机配件机器视觉检测设备企业
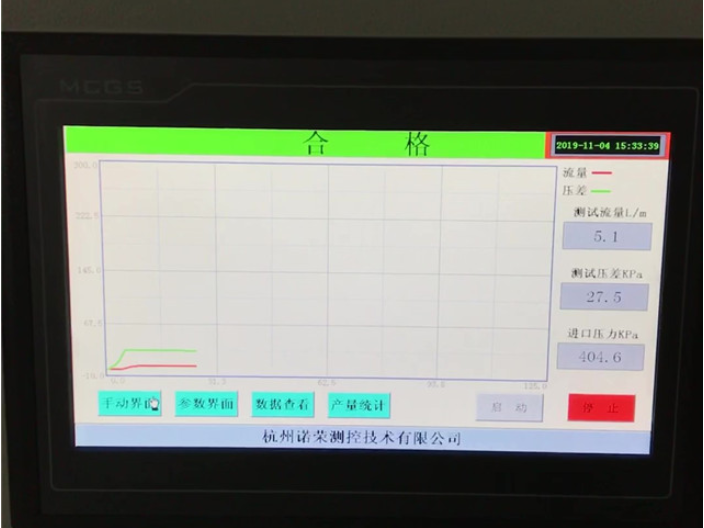
杭州诺荣测控技术有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司业务涵盖气密性检漏仪器和设备,综合性能测试设备,机器视觉检测设备,自动化组装测试设备等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。杭州诺荣测控秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。

在工控、仪表行业成本管控日益严格的背景下,企业亟需通过优化生产流程、减少人力投入来降低运营成本,机器视觉检测设备可有效助力企业实现这一目标。该设备可替代大量人工质检岗位,减少人工招聘、培训、管理等相关成本,同时避免人工检测过程中的误判、漏检问题,降低不良品带来的损失,提升企业的经济效益。机器视觉检测设备的使用寿命较长,维护成本较低,模块化的结构设计便于后期维护与升级,可根据企业生产需求与行业技术发展,灵活拓展检测功能,延长设备使用寿命。此外,机器视觉检测设备可实现质检数据的数字化留存,满足企业体系审核、质量追溯等需求,助力企业规范生产管理,提升品牌口碑。对于中小规模工控、仪表企业而言,机器视觉...
- 浙江塑胶机器视觉检测设备批发 2026-05-11
- 杭州手机机器视觉检测设备 2026-05-11
- 辽宁外观机器视觉检测设备报价 2026-05-11
- 广东自动对准机器视觉检测设备现货 2026-05-11
- 青岛工业机器视觉检测设备供应 2026-05-11
- 海南晶圆机器视觉检测设备企业 2026-05-11
- 压力表机器视觉检测设备供应商 2026-05-11
- 青岛晶圆机器视觉检测设备批发 2026-05-11
- 江苏五金机器视觉检测设备批发 2026-05-11
- 湖南机器视觉检测设备厂家 2026-05-11


- 海南工业机器视觉检测设备公司 2026-05-10
- 河北晶圆机器视觉检测设备销售商 2026-04-29
- 上海视像机器视觉检测设备品牌 2026-04-28
- 辽宁铝材机器视觉检测设备企业 2026-04-28
- 压力表机器视觉检测设备生产厂家 2026-04-28
- 大连手机配件机器视觉检测设备厂家 2026-04-28



- 青岛微型电机测试台价格 05-22
- 辽宁扭力传感器测试台现货 05-22
- 宁波速度传感器测试台报价 05-22
- 山东直流电机测试台销售商 05-22
- 重庆超微型电机测试台批发 05-22
- 北京流量传感器测试台销售商 05-22
- 广西电机测试台出厂价 05-22
- 重庆扭力传感器测试台批发 05-22
- 广东压力传感器测试台批发价 05-22
- 天津流量传感器测试台直销 05-22