- 品牌
- 恩畅
- 型号
- ECE
跟踪焊缝自动焊接,要求所设计的机器人应该结构紧凑、移动灵活且工作稳定.文中针对狭窄空间特点,开发了一种小型移动焊接机器人,根据机器人各结构的运动特点,运用模块化设计方法,把机器人机构分为轮式移动平台、焊炬调节机构和电弧传感器三部分。其中,轮式移动平台由于其惯性大,响应慢,主要对焊缝进行粗跟踪,焊炬调节机构负责焊缝精确跟踪,电弧传感器完成焊缝偏差实时识别.另外,机器人控制器和电机驱动器集成安装于机器人移动平台上,使其体积更小。同时,为了减少恶劣焊接环境下粉尘对运动部件影响,采用全封闭式结构,提高其系统可靠性[1]。焊接机器人装备编辑点焊机器人的焊接装备,由于采用了一体化焊钳,焊接变压器装在焊钳后面,所以变压器必须尽量小型化。对于容量较小的变压器可以用50Hz工频交流,而对于容量较大的变压器,已经开始采用逆变技术把50Hz工频交流变为600~700Hz交流,使变压器的体积减少、减轻。变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接。焊接参数由定时器调节,参见图1b。新型定时器已经微机化,因此机器人控制柜可以直接控制定时器,无需另配接口。点焊机器人的焊钳,通常用气动的焊钳。焊钳的张开和闭合由伺服电机驱动,码盘反馈使这种焊钳的张开度可以根据实际需要任意选定并预置-苏州恩畅。浙江伺服电动缸加油处

气动焊钳两个电极之间的开口度一般只有两级冲程。而且电极压力一旦调定后是不能随意变化的。近年来出现一种新的电伺服点焊钳,如图4所示。焊钳的张开和闭合由伺服电机驱动,码盘反馈,使这种焊钳的张开度可以根据实际需要任意选定并预置。而且电极间的压紧力也可以无级调节。这种新的电伺服点焊钳具有如下优点:1)每个焊点的焊接周期可大幅度降低,因为焊钳的张开程度是由机器人精确控制的,机器人在点与点之间的移动过程、焊钳就可以开始闭合;而焊完一点后,焊钳一边张开,机器人就可以一边位移,不必等机器人到位后焊钳才闭合或焊钳完全张开后机器人再移动;2)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉尽可能减少张开度,以节省焊钳开度,以节省焊钳开合所占的时间。3)焊钳闭合加压时,不仅压力大小可以调节,而且在闭合时两电极是轻轻闭合,减少撞击变形和噪声。点焊机器人FANUCR-2000iB焊接机器人焊接应用编辑焊接机器人工作站(单元)如果工件在整个焊接过程中无需变位,就可以用夹具把工件定位在工作台面上,这种系统既是**简单不过的了。但在实际生产中,更多的工件在焊接时需要变位,使焊缝处在较好的位置(姿态)下焊接。对于这种情况。 浙江伺服电动缸加油处测试不要给过大的电压,建议在1V以下-苏州恩畅。
四、过载能力不同步进电机一般不具有过载能力。交流伺服电机具有较强的过载能力。以三洋交流伺服系统为例,它具有速度过载和转矩过载能力。其最大转矩为额定转矩的二到三倍,可用于克服惯性负载在启动瞬间的惯性力矩。步进电机因为没有这种过载能力,在选型时为了克服这种惯性力矩,往往需要选取较大转矩的电机,而机器在正常工作期间又不需要那么大的转矩,便出现了力矩浪费的现象。五、运行性能不同步进电机的控制为开环控制,启动频率过高或负载过大易出现丢步或堵转的现象,停止时转速过高易出现过冲的现象,所以为保证其控制精度,应处理好升、降速问题。交流伺服驱动系统为闭环控制,驱动器可直接对电机编码器反馈信号进行采样,内部构成位置环和速度环,一般不会出现步进电机的丢步或过冲的现象,控制性能更为可靠。六、速度响应性能不同步进电机从静止加速到工作转速(一般为每分钟几百转)需要200~400毫秒。交流伺服系统的加速性能较好,以山洋400W交流伺服电机为例,从静止加速到其额定转速3000RPM*需几毫秒,可用于要求快速启停的控制场合。综上所述,交流伺服系统在许多性能方面都优于步进电机。但在一些要求不高的场合也经常用步进电机来做执行电动机。所以。
2)提高劳动生产率;3)改善工人劳动强度,可在有害环境下工作;4)降低了对工人操作技术的要求;5)缩短了产品改型换代的准备周期,减少相应的设备投资。因此,在各行各业已得到了***的应用。焊接机器人组成结构编辑焊接机器人主要包括机器人和焊接设备两部分。机器人由机器人本体和控制柜(硬件及软件)组成。而焊接装备,以弧焊及点焊为例,则由焊接电源,(包括其控制系统)、送丝机(弧焊)、焊枪(钳)等部分组成。对于智能机器人还应有传感系统,如激光或摄像传感器及其控制装置等。图1a、b表示弧焊机器人和点焊机器人的基本组成。世界各国生产的焊接用机器人基本上都属关节机器人,绝大部分有6个轴。其中,1、2、3轴可将末端工具送到不同的空间位置,而4、5、6轴解决工具姿态的不同要求。焊接机器人本体的机械结构主要有两种形式:一种为平行四边形结构,一种为侧置式(摆式)结构,如图2a、b所示。侧置式(摆式)结构的主要优点是上、下臂的活动范围大,使机器人的工焊接机器人示意图作空间几乎能达一个球体。因此,这种机器人可倒挂在机架上工作,以节省占地面积,方便地面物件的流动。但是这种侧置式机器人,2、3轴为悬臂结构,降低机器人的刚度。恩畅伺服电动缸可以在恶劣环境下无故障,防护等级可以达到IP66。高速度,高精度定位,运动平稳,低噪音。

应用较多的转子结构有两种形式:一种是采用高电阻率的导电材料做成的高电阻率导条的鼠笼转子,为了减小转子的转动惯量,转子做得细长;另一种是采用铝合金制成的空心杯形转子,杯壁很薄,*,为了减小磁路的磁阻,要在空心杯形转子内放置固定的内定子.空心杯形转子的转动惯量很小,反应迅速,而且运转平稳,因此被***采用。交流伺服电动机在没有控制电压时,定子内只有励磁绕组产生的脉动磁场,转子静止不动。当有控制电压时,定子内便产生一个旋转磁场,转子沿旋转磁场的方向旋转,在负载恒定的情况下,电动机的转速随控制电压的大小而变化,当控制电压的相位相反时,伺服电动机将反转。永磁交流伺服电动机20世纪80年代以来,随着集成电路、电力电子技术和交流可变速驱动技术的发展,永磁交流伺服驱动技术有了突出的发展,各国***电气厂商相继推出各自的交流伺服电动机和伺服驱动器系列产品并不断完善和更新。交流伺服系统已成为当代高性能伺服系统的主要发展方向,使原来的直流伺服面临被淘汰的危机。90年代以后,世界各国已经商品化了的交流伺服系统是采用全数字控制的正弦波电动机伺服驱动。交流伺服驱动装置在传动领域的发展日新月异。交流伺服电机为恒力矩输出,能输出额定转矩,在额定转速以上为恒功率输出-苏州恩畅。江西美登伺服电动缸
变压后可以直接用600~700Hz交流电焊接,也可以再进行二次整流,用直流电焊接-苏州恩畅。浙江伺服电动缸加油处
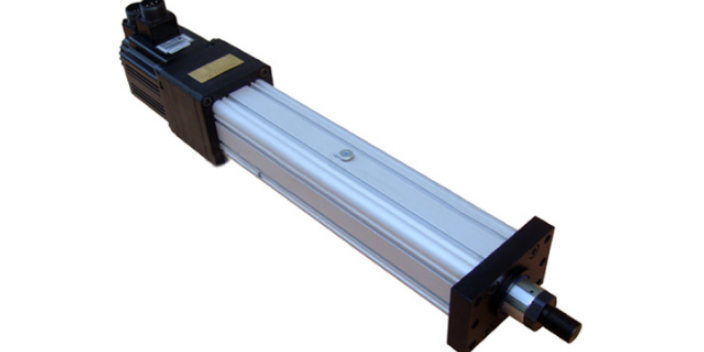
应用范围:广泛应用在航天航空实验测试、模拟仿真、动感娱乐、精密加工、机器人、机械升降平台、汽车压机、汽车制造设备、机械自动化生产线、钢铁连铸、石油化工、物料搬运、注塑机、模具控制、阀门控制、精密机床、制药机械、食品工业等领域。伺服电动缸是将伺服电机与丝杆一体化设计的模块化产品,将伺服电机的旋转运动通过丝杆转换成直线运动,同时将伺服电机的转速控制、使扭矩控制转变成速度控制、位置的控制、推力的控制,实现准度直线运动系列的全新产品。伺服电动缸特性:结构紧凑,外形尺寸小,安装使用方便,维护简单,噪音低,寿命长。伺服电动缸优点:省能源,干净,低噪音低摩擦和低速平稳性良好,优异的控制性和稳定性;安装、使用方便,低维护成本;采用新模块化设计方法,结构紧凑、外形尺寸较小、安装方便;高响应、高性能、高可靠性、多种、多重安全保护措施;工作寿命长,可频繁启停;环境适应性好(低温、高温、高原、盐雾、防水、防爆等各种恶劣环境)。伺服电动缸安装方式:可以提供非常灵活的安装配置。全系列的安装组件可根据客户不同的要求选择配备。相关配置及附件:驱动部分可选伺服电机、直流电机、步进电机、三相异步电机等。浙江伺服电动缸加油处
苏州恩畅自动化科技有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。恩畅是苏州恩畅自动化科技有限公司的主营品牌,是专业的自动化设备,机械设备(除特种设备,农业机械),控制设备,五金制品加工,零售,批发,自动化设备安装,从事自动化设备科技领域内的技术开发,技术咨询,技术服务,技术转让。主营伺服电动缸,多自由度平台,滑台等相关机械设备。公司,拥有自己**的技术体系。我公司拥有强大的技术实力,多年来一直专注于自动化设备,机械设备(除特种设备,农业机械),控制设备,五金制品加工,零售,批发,自动化设备安装,从事自动化设备科技领域内的技术开发,技术咨询,技术服务,技术转让。主营伺服电动缸,多自由度平台,滑台等相关机械设备。的发展和创新,打造高指标产品和服务。自公司成立以来,一直秉承“以质量求生存,以信誉求发展”的经营理念,始终坚持以客户的需求和满意为重点,为客户提供良好的伺服电动缸,三自由度平台,滑台,从而使公司不断发展壮大。

很多客户在选购传动部件的时候,都会担心后续的服务跟不上,苏州恩畅自动化科技有限公司销售伺服电动缸,不仅提供质优的产品,还提供完善的售前售后服务,解决客户的后顾之忧。售前阶段,恩畅的技术团队会和客户深入沟通,了解客户的应用场景、参数要求和预算范围,给客户推荐合适的产品,避免客户选错型号造成浪费。安装调试阶段,技术团队可以上门提供支持,帮助客户完成安装调试,教会客户的工作人员日常维护的要点,保障产品正确使用。售后阶段,如果产品出现使用问题,恩畅的服务团队可以快速响应,及时给出解决方案,需要上门处理的也会尽快安排,保障客户的生产不会受到长时间影响。这种以客户满意为目的的服务理念,让恩畅的伺服电动缸获...
- 西安智能港口伺服电动缸品牌 2026-05-12
- 北京医用伺服电动缸厂家 2026-05-12
- 重庆小型伺服电动缸定制 2026-05-12
- 上海光伏伺服电动缸厂家 2026-05-12
- 江苏智能港口伺服电动缸品牌 2026-05-12
- 上海防辅照伺服电动缸价格 2026-05-12
- 重庆防腐蚀伺服电动缸生产厂家 2026-05-12
- 沈阳压机伺服电动缸 2026-05-12
- 上海光伏伺服电动缸定制 2026-05-12
- 折叠伺服电动缸 2026-05-12


- 成都防辅照伺服电动缸厂家 2026-05-11
- 河南直线式伺服电动缸生产厂家 2026-05-11
- 西安直角式伺服电动缸定制厂家 2026-05-11
- 浙江多级伺服电动缸生产厂家 2026-05-11
- 重庆压机伺服电动缸品牌 2026-05-11
- 山西折返式伺服电动缸价格 2026-05-11




- 江苏智能港口伺服电动缸品牌 05-12
- 上海防辅照伺服电动缸价格 05-12
- 重庆防腐蚀伺服电动缸生产厂家 05-12
- 沈阳压机伺服电动缸 05-12
- 上海光伏伺服电动缸定制 05-12
- 折叠伺服电动缸 05-12
- 太原小型伺服电动缸定制厂家 05-12
- 浙江光伏伺服电动缸生产厂家 05-12
- 沈阳高精度伺服电动缸生产厂家 05-12
- 重庆精密伺服电动缸生产厂家 05-12