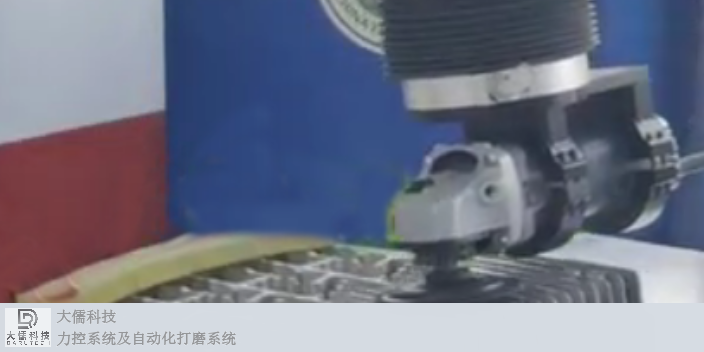
比起传统人工,抛光研磨机器人的优势还是很明显的,打磨抛光力控系统来说:外观上,一致性高、光洁度好、废品率低;效率上,调试简单,能连续生产;产量上,机械产量可固化,加工时间准确到秒;精度上,系统控制精度高,误差范围小;流程上,使用标准化流水线制造,每个环节均可控制,保证品质如一。DFC打磨力控系统安装在机器人上,使得打磨机器人实现打磨过程中的精度至高、加速能力强、刚性好等优点,打磨力控系统直接安装在机器人末端,本体内置线与气管即插即用,无须繁琐接线,一体式结构,可长久维持无故障率。打磨力控系统还可以使打磨机器人在打磨过程中保持原有的高性能,轻松应对3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域的智能柔性打磨解决方案。广州品质力控打磨值得推荐
因六关节机器人在定位精度、运动耦合方面表现出极大的优势,且工作空间大、工件易于夹持,其在自动化打磨应用中,包括抛光、打磨、去毛刺等方面的应用越来越普遍,但同时也面临许多挑战:1)打磨过程是一个复杂的工艺过程,对其机理的研究还不够深入,使得自由曲面的打磨加工成为模具生产、制造中的薄弱环节和制约模具制造业发展的瓶颈;2)待加工表面复杂多样,需要一种灵活的、适应性强的方式来控制打磨的精度。目前,打磨行业里应用机器人仍主要采用示教的方式,通过离线移动机器人到达目标点,然后通过机器人编程语句逐点记录。其中,为了得到要求的表面加工精度,还需要操作人员在过渡处插补点位以光顺过渡调整机器人的位姿。要完成一个复杂件的打磨作业,需要数天的示教及调试,容易出错,且对操作人员的熟练程度要求很高。广州力控打磨操作简单

在力控打磨系统中,会根据不同工艺需要用到各种型号的砂带,但是砂带存储不当会影响使用使用效果、甚至影响产品的合格率。下面介绍自动打磨机中砂带的储存方法1.砂带的贮存及使用前处理砂带因品种的不同,受气候或环境影响而产生的变化也各异,一般来说,贮存砂带的仓库要阴凉,干燥、通风。砂带要整齐地摆放在货物架上,不能码放在地上。货物架要与地面、墙壁保持一米的距离,同时又要避免靠近散热和排水装置。2.砂带贮存理想温度18~22℃,湿度则为55%~65%.砂带在未使用前,尽可能的不要打开包装物。3.各种树脂砂带,耐水砂带,特别是复合基砂带,纸砂带对贮存条件的要求比较严格。高温、低温又易吸潮变形。聚酯布砂带对寒冷比较敏感,不能贮存在寒冷的仓库内。4.就砂带来说,理想的贮存固然很重要,但使用前若不能得到正确地处理仍会严重的影响它的使用性能。5.砂带使用前应做悬挂处理,即将拆开包装的砂带挂在100~250mm直径的管子上。让其悬挂2~3天,管子直径的选择原则为粒度粗的产品选择直径大的管子,粒度大的选择直径小的管子。6.砂带悬挂的目的是消除因包装而产生的卷曲,同时也是为了使砂带适应工作环境的湿度。砂带悬挂时接头应处于管子上,管子应成水平状态。
打磨机箱体腻子打磨,又可称为“原子灰打磨。现今因为进入打磨这个行业中的人越来越少,供需的不平衡,造成工人师傅价钱上涨快,而且还找不到师傅。而木工因为大量的机械化施工,使生产力得到很大的提高。打磨这快迫切需要智能柔性设备来解决难题。施工工艺对比:传统施工方式――手工打磨工作效率10-15平方/小时平均100-120平方/天35-45平方/小时,表面质量作业面光滑、平整,人力成本要花费大量的人工、物力,空气中飞舞的灰尘污染环境,影响人体身心健康;对比柔性力控打磨的施工工艺――柔性力控打磨,代替3-4个工人,打磨作业面光滑、细腻、平整,大批量生产也效果一致,配合使用不同粒度砂纸,达到腻子表面效果,缩短工期、简化管理,环境上健康、环保,现场施工环境非常干净清洁。
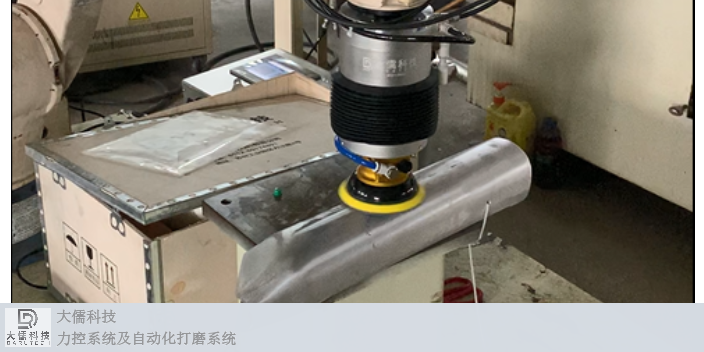
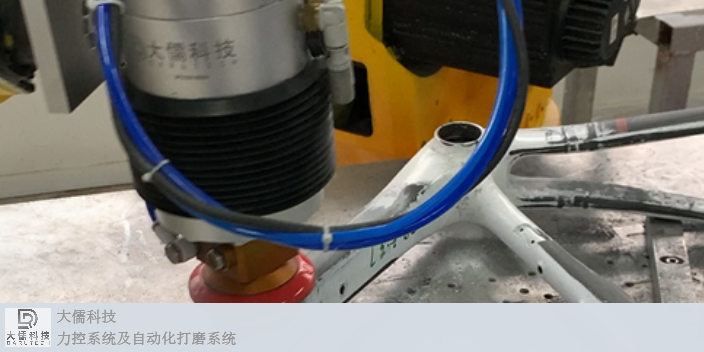
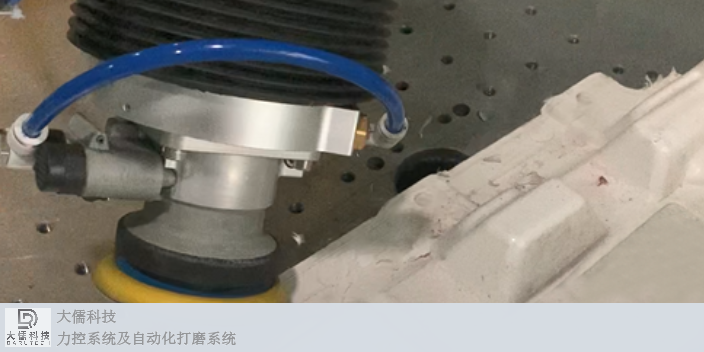
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。重庆购买力控打磨操作简单
广州品质力控打磨值得推荐
涂覆磨具是将磨料用粘接剂均匀地涂敷在纸、布、化纤或其他复合材料等基底上的磨具,又称涂敷磨具。(1)涂覆磨具分类根据涂覆磨具的形状、基底材料、工作条件和用途等。(2)涂覆磨料常用的涂覆磨料有普通磨料和超硬磨料两大类,如棕刚玉、白刚玉、铬刚玉、皓刚玉、黑色碳化硅、绿色碳化硅、氧化铁、人造金刚石、立方氮化硼等,与固结磨具基本相同。(3)涂覆磨料的粒度与普通磨料粒度相近似,但无论是磨粒还是微粉,一律用冠以P字的粒度号表示,表320列出其对照表,同时也列出了砂纸、砂布的粒度旧代号。(4)粘接剂粘接剂又称为胶,其作用是将砂粒牢固地粘接在基底上,有些粘接剂是起耐热、耐潮、抗静电等作用。根据涂翟磨具基底材料、工作条件和用途等不同,粘接剂可分为粘接膜、底胶、覆胶和超涂层几种。1)粘接膜当基底材料为聚、硫化纤维时,要在秦酯薄膜、硫化纤维布上预先涂上层粘接膜,使底胶能与基底牢固粘接。对于基底材料为纸、布等,其粘接性能好,不必预涂粘接膜。2)底胶底胶一般与磨粒混在一起,一般要求粘接性能好,是涂覆磨具的主要粘接剂为了使磨粒均匀地分布在其底上,磨粒与底胶要严格地混合在一起。3)覆胶为了使涂覆磨具性能更好,可在底胶上涂敷一层耐热、耐潮、富有弹性的覆胶。广州品质力控打磨值得推荐