
- 品牌
- 诺荣
- 型号
- 齐全
制造强国大背景下,智能制造的快速发展推动机器视觉检测设备需求稳步提升。《中国制造》明确指出:加快推动新一代信息技术与制造技术融合发展把智能制造作为两化深度融合的主攻方向。根据顾问数据,2018年我国智能制造装备市场规模超1.5万亿元,预计2020年将达到2万亿元。但我国工业自动化仍有较大提升空间,据数据,当前制造业90%的企业配有自动化生产线,但有40%实现数字化管理,5%打通工厂数据,1%使用智能化技术,且智能制造设备中的关键基础零部件,依然是我国制造业的“软肋”。国产机器视觉检测设备在技术发展较为成熟的领域具备价格优势。广东汽车配件机器视觉检测设备品牌
机器视觉检测设备
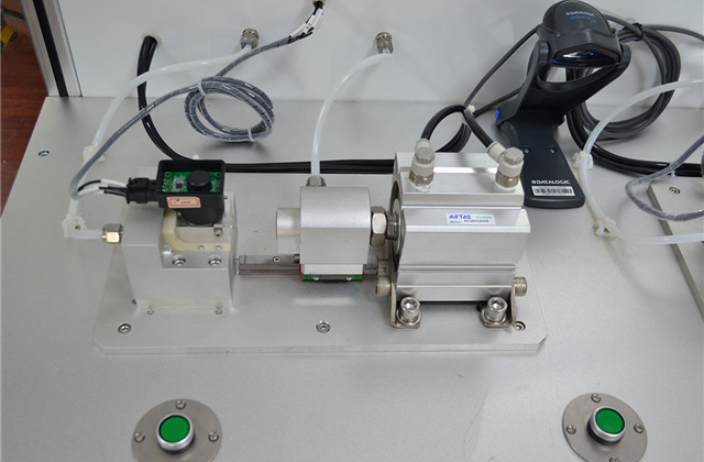
机器视觉检测设备发展导读:20世纪60年代,机器视觉检测设备开始在国外研究。后来随着大规模集成电路发展,视觉系统开始走向实用化。进入80年代,微型计算机崛起,使机器视觉检测设备开始深入各领域,应用步入细分化。本文详细叙述了机器视觉检测设备各部分组成及工作原理。机器视觉系统组成:从机器视觉系统字面意思就可看出主要分为三部分:机器、视觉和系统。机器负责机械的运动和控制;视觉通过照明光源、工业镜头、工业相机、图像采集卡等来实现;系统主要是指软件,也可理解为整套的机器视觉设备。杭州铝材机器视觉检测设备报价机器视觉检测设备具有稳定和优化的流程。
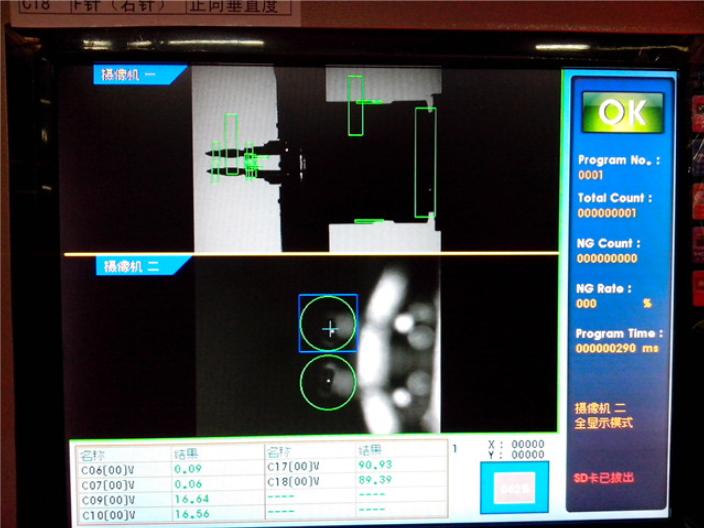
机器视觉检测目前主要应用于工业自动化领域,对物体进行非接触检测、测量,提高加工精度、发现产品缺陷并进行自动分析决策,是先进制造业的重要组成部分,按功能可分为四大类:检测、测量、定位、识别。中国机器视觉市场规模过百亿,处于快速增长阶段。人力成本提升、机器视觉的性能优势、下游业渗透率提升等多因素推动机器视觉行业持续快速发展。中国机器视觉行业起步较晚,上世纪90年代才有少数公司成立,并以代理国外业务为主。但随着工业水平尤其3C电子行业的快速发展,行业步入快速发展阶段。
在自动化生产过程中,人们通常将机器视觉系统广地用于工况监视、成品检验和质量控制等领域。目前机器视觉产品中端市场2/3为电子制造、汽车制造和市政交通行业所占据,其余市场份额包括食品、包装机械、印刷等行业需求,并且这些行业对机器视觉产品的需求仍然在大幅增长。从灯检机行业应用来看,电子制造行业仍然是拉动需求的主要因素。但从未来发展前景来看,食品、包装机械等行业自动化水平会进一步提升,对机器视觉产品需求值得期待。嵌入式机器视觉检测设备具有易使用、易维护、易安装等特点。

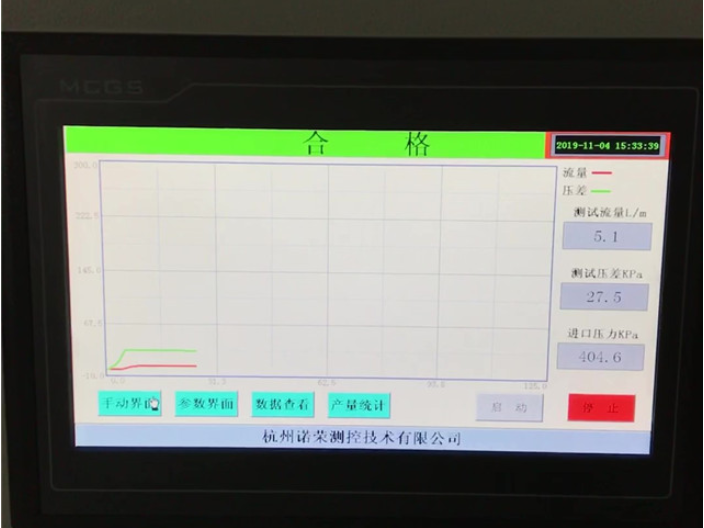
现代工业控制自动化生产一直提倡高效方法,而传统的手动检查和测试已不能满足的生产要求。机器视觉的出现与生产方法的发展趋势非常吻合,并且以其准确性,可重复性,高速度,通用性和低成本等优点而被广应用于许多行业,特别是在检测领域。在技术层面上取得了关键贡献。下面让我们来谈谈机器视觉自动化检测的工作特点。机器视觉自动化检测设备通常用于精确测量和零件识别应用,例如汽车零件规格的定期检查,自动组装完整性检查,电子组装线中零件的自动和精确定位以及饮料瓶包装盒印刷的质量检测。手机后盖徽标检查,包装设计上的条形码和字符识别。此应用程序的共同特征是连续批量生产和非常高的外观质量要求。考虑该标准的一方法是应用机器视觉技术。为什么一定要用到机器视觉检测设备呢?天津压力表机器视觉检测设备供应
通过机器视觉检测设备,可以每周7天,每天24小时不间断地生产高质量的产品。广东汽车配件机器视觉检测设备品牌
工业化时期,用户需求飞涨,质量标准要求与工作效率愈来愈被重视。传统式的质检员是不是会受到直接影响,很多人都是在观望。机器视觉设备的问世,着全智能化的时期到来。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。广东汽车配件机器视觉检测设备品牌
杭州诺荣测控技术有限公司总部位于杭州经济技术开发区白杨街道22号大街52号3号楼309、311室,是一家一般经营项目:技术开发、技术服务:测控软件系统技术、电子产品、电子元件、自动化设备:批发、零售:电子产品、电子元件、自动化设备、机械设备及配件、精密轴承、通讯器材、仪器仪表、集成电路、家用电器、电力电器、汽车零配件、五金配件其他无需报经审批的一切合法项目。(上述经营范围不含国家法律法规规定禁止、限制和许可经营的项目。)的公司。杭州诺荣测控深耕行业多年,始终以客户的需求为向导,为客户提供***的气密性检漏仪器和设备,综合性能测试设备,机器视觉检测设备,自动化组装测试设备。杭州诺荣测控致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。杭州诺荣测控始终关注机械及行业设备行业。满足市场需求,提高产品价值,是我们前行的力量。

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04
- 河北3D相机机器视觉检测设备哪家好 2026-02-04
- 河北在线机器视觉检测设备公司 2026-02-04
- 深圳表面缺陷机器视觉检测设备厂家 2026-02-04
- 青岛印刷质量机器视觉检测设备 2026-02-04
- 深圳ccd机器视觉检测设备行情 2026-02-04




- 广东在线机器视觉检测设备批发 2026-02-04
- 辽宁智能机器视觉检测设备批发 2026-02-04
- 江苏不锈钢机器视觉检测设备 2026-02-03
- 山东3D相机机器视觉检测设备厂家 2026-02-03
- 大连人工智能机器视觉检测设备价格 2026-02-03
- 重庆工业机器视觉检测设备供应 2026-02-03




- 杭州压力传感器测试台公司 03-21
- 北京测距传感器测试台直供 03-21
- 常州微型电机测试台出厂价 03-21
- 南京指令式电子膨胀阀测试台品牌 03-21
- 深圳接近开关传感器测试台直供 03-21
- 天津力矩传感器测试台厂家 03-21
- 苏州减速电机测试台 03-20
- 昆山交流电机测试台报价 03-20
- 南京异步电机测试台供应 03-20
- 苏州无刷电机测试台供应 03-20