
- 品牌
- 诺荣
- 型号
- 齐全
随着光学筛选机行业的发展,拥现了大量的设备供应商。由于厂商的资质参差不齐,所以买方在考察供应商的资质之前应做好一些相应的准备,以免花了大价钱却没有购到满意的设备。可从以下三点作为参考,为您购得满意的设备。光学影像筛选机运用的是可见物体视觉探测原理而形成,光学检验视觉检测设备的功用包含这几个项目:定位引导及自动装配、缺点检验、尺寸大小、物品所在位置、有无损伤等;视觉测量,即目标物体的几何形状测量;视觉识别,即认识物体的内容,如二维码,字符文字等。机器视觉检测设备产业链上游由零部件和软件组成。厦门晶圆机器视觉检测设备报价
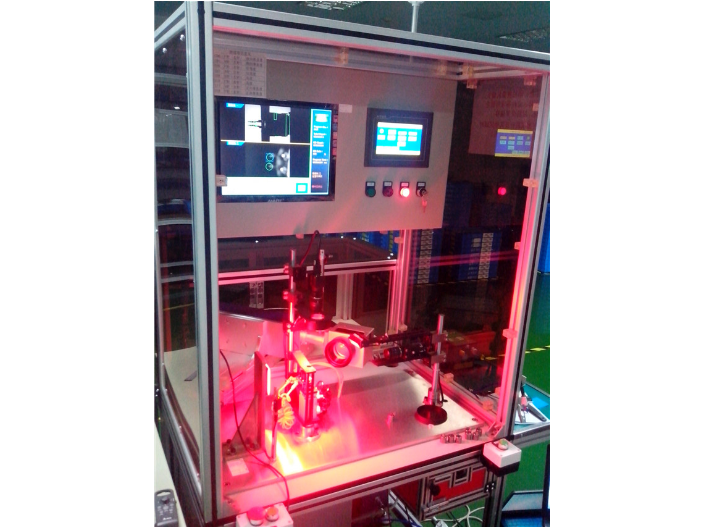
机器视觉检测设备
嵌入式机器视觉检测设备具有易使用、易维护、易安装等特点,能够快速搭建起可靠而有效的机器视觉系统,从而极大的加快应用系统的开发速度。PC式视觉系统是依托于计算机的视觉系统,主要由图像采集系统、数据处理系统等组成,包含工业相机、工业镜头、图像处理软件以及其他配件产品。PC式机器视觉应用系统相比于嵌入式的检测系统具有尺寸较大、结构复杂,开发周期较长的劣势,但其优势也是非常明显。目前嵌入式可达到的理想精度及速度远不及PC式机器视觉系统,较为复杂的系统功能略显不足。厦门晶圆机器视觉检测设备报价机器检测比人工视觉检测优势明显。

机器视觉在精确性、效率性等多方面较人眼识别优势明显,并能实现规模经济。具体来看,机器检测比人工视觉检测优势明显:机器视觉检测比人工视觉检测效率高、速度快、精度高、可靠性好,同时,工作时间更长、信息方便集成、适应恶劣环境。此外,若采用人眼识别,企业在扩产时势必需要增设相应人员,而机器视觉设备能适用整条生产线的环节,随着生产规模的扩大能实现规模效应。同时,随着深度学习、3D视觉技术、高精度成像技术和机器视觉互联互通技术的持续发展,机器视觉的性能优势将进一步加大。
现代工业控制自动化生产一直提倡高效方法,而传统的手动检查和测试已不能满足的生产要求。机器视觉的出现与生产方法的发展趋势非常吻合,并且以其准确性,可重复性,高速度,通用性和低成本等优点而被广应用于许多行业,特别是在检测领域。在技术层面上取得了关键贡献。下面让我们来谈谈机器视觉自动化检测的工作特点。机器视觉自动化检测设备通常用于精确测量和零件识别应用,例如汽车零件规格的定期检查,自动组装完整性检查,电子组装线中零件的自动和精确定位以及饮料瓶包装盒印刷的质量检测。手机后盖徽标检查,包装设计上的条形码和字符识别。此应用程序的共同特征是连续批量生产和非常高的外观质量要求。考虑该标准的一方法是应用机器视觉技术。如何选择适合自己企业的视觉检测设备?

机器视觉检测设备的应用及构成是了解机器视觉的要点,首先我们先来谈谈机器视觉的应用,机器视觉应用主要包括两个方面:识别和检测,① 机器视觉识别:确定一个产品(零件,检测对象,目标等)是属于所给定范围中的哪一种的过程。② 机器视觉检测:就是确定一个产品(零件,检测对象,目标等)偏离于所给定的一组标准的过程。机器视觉的应用范围非常广,应用范围几乎涵盖国民经济的各个行业,主要包括:工业、农业、医药、航天、气象、天文、公安、安全等。通过机器视觉检测设备,可以每周7天,每天24小时不间断地生产高质量的产品。山东形位公差机器视觉检测设备哪家好
市场上视觉检测产品基本款,机器视觉检测与3D视觉检测。厦门晶圆机器视觉检测设备报价
在自动化生产过程中,人们通常将机器视觉系统广地用于工况监视、成品检验和质量控制等领域。目前机器视觉产品中端市场2/3为电子制造、汽车制造和市政交通行业所占据,其余市场份额包括食品、包装机械、印刷等行业需求,并且这些行业对机器视觉产品的需求仍然在大幅增长。从灯检机行业应用来看,电子制造行业仍然是拉动需求的主要因素。但从未来发展前景来看,食品、包装机械等行业自动化水平会进一步提升,对机器视觉产品需求值得期待。厦门晶圆机器视觉检测设备报价
杭州诺荣测控技术有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。在杭州诺荣测控近多年发展历史,公司旗下现有品牌诺荣测控等。公司坚持以客户为中心、一般经营项目:技术开发、技术服务:测控软件系统技术、电子产品、电子元件、自动化设备:批发、零售:电子产品、电子元件、自动化设备、机械设备及配件、精密轴承、通讯器材、仪器仪表、集成电路、家用电器、电力电器、汽车零配件、五金配件其他无需报经审批的一切合法项目。(上述经营范围不含国家法律法规规定禁止、限制和许可经营的项目。)市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。杭州诺荣测控始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的气密性检漏仪器和设备,综合性能测试设备,机器视觉检测设备,自动化组装测试设备。

在工控、仪表行业成本管控日益严格的背景下,企业亟需通过优化生产流程、减少人力投入来降低运营成本,机器视觉检测设备可有效助力企业实现这一目标。该设备可替代大量人工质检岗位,减少人工招聘、培训、管理等相关成本,同时避免人工检测过程中的误判、漏检问题,降低不良品带来的损失,提升企业的经济效益。机器视觉检测设备的使用寿命较长,维护成本较低,模块化的结构设计便于后期维护与升级,可根据企业生产需求与行业技术发展,灵活拓展检测功能,延长设备使用寿命。此外,机器视觉检测设备可实现质检数据的数字化留存,满足企业体系审核、质量追溯等需求,助力企业规范生产管理,提升品牌口碑。对于中小规模工控、仪表企业而言,机器视觉...
- 浙江塑胶机器视觉检测设备批发 2026-05-11
- 杭州手机机器视觉检测设备 2026-05-11
- 辽宁外观机器视觉检测设备报价 2026-05-11
- 广东自动对准机器视觉检测设备现货 2026-05-11
- 青岛工业机器视觉检测设备供应 2026-05-11
- 海南晶圆机器视觉检测设备企业 2026-05-11
- 压力表机器视觉检测设备供应商 2026-05-11
- 青岛晶圆机器视觉检测设备批发 2026-05-11
- 江苏五金机器视觉检测设备批发 2026-05-11
- 湖南机器视觉检测设备厂家 2026-05-11


- 海南工业机器视觉检测设备公司 2026-05-10
- 河北晶圆机器视觉检测设备销售商 2026-04-29
- 上海视像机器视觉检测设备品牌 2026-04-28
- 辽宁铝材机器视觉检测设备企业 2026-04-28
- 压力表机器视觉检测设备生产厂家 2026-04-28
- 大连手机配件机器视觉检测设备厂家 2026-04-28






- 广西振动传感器测试台批发价 05-20
- 广东扭力传感器测试台批发 05-20
- 河北液位传感器测试台厂家 05-20
- 河南电机测试台直供 05-20
- 广东水位传感器测试台价格 05-20
- 重庆超微型电机测试台出厂价 05-20
- 大连同步电机测试台批发价 05-20
- 广东液位传感器测试台厂家 05-19
- 上海水管氦检设备哪家好 05-19
- 深圳接近开关传感器测试台生产 05-19