- 品牌
- 无锡欧驰
- 型号
- SIC
制样耗材,金相切割片,大功率切割机切割片的选择 大功率切割机通常使用在切台功率大于5.5KW、转速达2800转/分钟,切割工件直径较大的场合。切割时扭矩力较大,对切割片的损伤较大,所以要求切割片要有一定的刚性,我们通常选用厚度3.8mm切割片。由于切割直径较大,切割片受到的阻力会增大,在切割面产生的温度会很高,所以降低切削温度至关重要。有条件时我们通常在切割时加水冷却。实验证明:切割时加水冷却可以提高切割片耐用度1.5-2倍。但有些场合是没有条件加水冷却的,所以我公司在生产大功率切割片时会在配方中加入粉状冷却剂以利于减少切割时产生的温度。制样耗材低发热环氧王,透明蓝环氧树脂类,收缩小,发热少,无气味,固化温度时间25℃20~24小时。河北制样耗材品牌有哪些
制样耗材,冷镶嵌常碰到问题,使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。搅拌方式过于用力,引入了较多气泡;树脂储存环境温度较低,树脂粘度过大,气泡难以溢出。正确的搅拌方式;树脂在使用前可以稍微加热,降低粘度,同时推荐使用真空系统,排出树脂内气泡同时帮助树脂更好的填充孔、缝隙。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。脱模困难说明树脂收缩率低,与模具粘结过于牢固。在浇注之前正确使用脱模剂;确认模具内壁粗糙度,越粗糙越难脱模。苏州冷镶嵌用模制样耗材源头厂家制样耗材热镶嵌树脂,透明、可溶解型透明:保温时间20分钟以上,冷却时间15分钟以上冷却至室温。

制样耗材,切割片在使用过程中常见的问题,切割时破裂 在使用切割片过程中我们经常发现切割片破裂现象,就破裂问题我想提出自己的几点看法。第装机空转时破裂:切割片装入切台使用时要空转一分钟,在此过程破裂主要有两个因素,一个是切割片是劣质产品本身没有达到切台使用线速度。另外切割片孔径和切台轴不配备,装配时存在较大应力。切割片在使用过程中破裂:我们经常见到切割片开始使用时很正常,切割进行通常1/3状态时砂轮片破裂。通过分析可能是以下几点原因:切割片平面度差、切割片组织不均匀、切割片硬度偏高、切割片树脂缺少韧性。当切割片平面度较差时,切割面呈弧面,随着切割深度加大切割片受到侧向应力增加,多次往返时会使砂轮片产生裂痕导致“软片”,继续使用就会破裂。
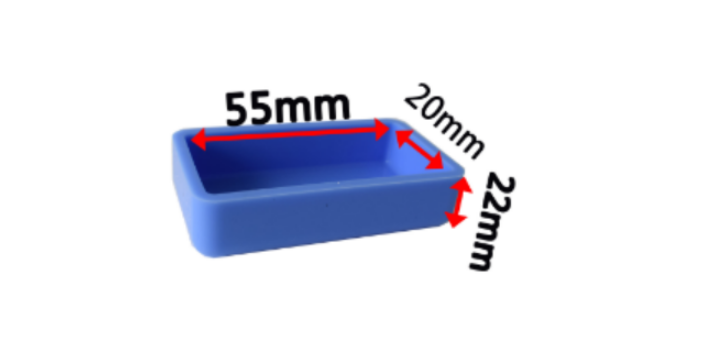
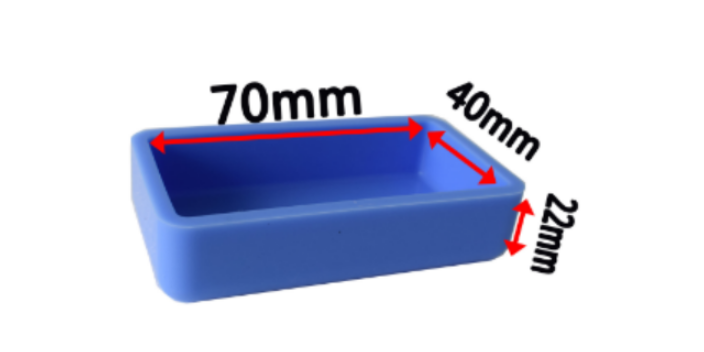
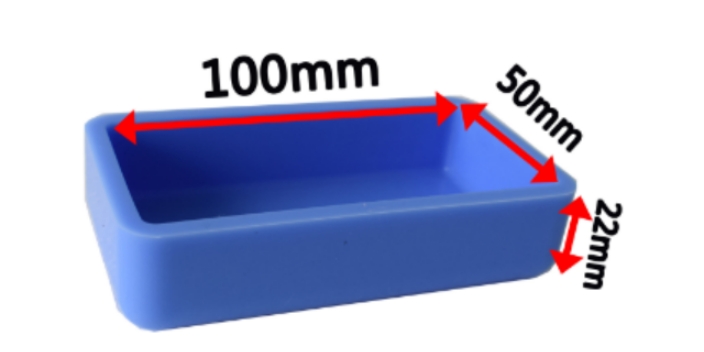
制样耗材冷镶嵌用模,根据不同的客户应用,分为柔韧硅胶镶嵌模、硬性POM塑料镶嵌模和一次性水晶模三种:可重复使用的冷镶用模具,经济耐用;多种规格尺寸,满足不同的试样大小镶嵌;适合市面各种环氧及丙烯酸树脂等的镶嵌,固化后,脱模简单轻易安全、环保、耐腐蚀,特性及应用领域,柔韧硅胶冷镶样模,采用硅橡胶材质,柔韧可翻转脱模,可重复使用的冷镶嵌用模具,适合环氧及丙烯酸树脂的镶样。一次性水晶模,以PS材料注塑而成,此产品在PCB厂做金相切片分析时起承,载切片作用。制样耗材金属金刚石切割片,进口超细金刚石微粉,高韧性、高硬度。
制样耗材,冷镶嵌树脂常碰到问题,环氧王树脂冷镶嵌时,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘收缩,更严重时出现树脂内连串的气泡。氧树脂冷镶嵌,在确认配比无误的情况下,固化特别快,同时放热温度高,有时甚至出现较大的边缘时出现树的气泡。环境温度过高(置于烘箱的情况下);树脂一次使用量过大,致使反应放热多,温度急剧升高,树脂反应更剧烈;树脂长时间处于较高负压真空环境下。制样耗材金属金刚石切割片,适用于切割硬度极高的非金属矿物质、玻璃、陶瓷、延性,硬脆性材料等样品。河北制样耗材品牌有哪些
制样耗材冷镶嵌用模,硅胶软膜、硬模、切片模具。河北制样耗材品牌有哪些
制样耗材,金相切割片按照与使用方法,使用切割片时,要缓慢进刀。如用力过猛,容易发生切割片被卡住而停转和撞碎切割片的现象。若出现切割片被卡住要立即将切割片提起,以免发生切割片烧坏或卡碎以及烧坏切割机。如切割机的切割部分不是处于安全保护罩中,则当砂轮片转动时,任何人不得处于切割机的两侧,以防切割片破碎飞出伤人。切割片使用速度不应超过50m/s。不得用切割片的端面进行打磨工作。被切割的工件,一定要夹紧。否则,极易造成切割片在工作中破碎。河北制样耗材品牌有哪些
无锡欧驰检测技术有限公司专业从事中材料分析测试仪器与耗材的研发、设计、生产、销售和系统集成、技术支持、服务于一体的企业。作为一家专注于生产研发中金相样品制样设备的厂家,欧驰拥有一批技术过硬、从事行业多年经验丰富的专业设计人员和技术支持人员。公司主营产品:精密切割机、金相切割机、金相镶嵌机、金相磨抛机、低倍组织热酸蚀装置、电解抛光腐蚀仪、晶间腐蚀仪、通风柜、酸雾处理系统、金相制样耗材、金相显微镜、光谱仪、实验炉、硬度计。上述产品广泛应用于钢铁、汽车、航空航天、铁路、电子厂、新能源、高校等各行各业。公司自创办以来本着“以市场为导向,诚实守信、开拓创新”的经营方针,秉承专业、敬业、务实、创新的发展理念,以敏锐的创新思路、强大的技术实力为后盾坚持以客户为本,以信用为先的服务准则,以自身擅长的技术服务优势,用心解决客户迫切、实际的需求,以质量的产品、先进的技术,竭诚为广大客户提供质量精诚的质量服务。

制样耗材的生产工艺创新是提升产品竞争力的关键。在陶瓷制样耗材的生产中,采用等静压成型工艺可以使陶瓷材料更加致密,提高其硬度和耐磨性。与传统的干压成型工艺相比,等静压成型工艺生产出的陶瓷切割片在切割硬质材料时,切割效率更高,使用寿命更长。在金属制样耗材的表面处理工艺上,采用等离子体处理技术,可以在金属表面形成一层特殊的纳米结构,增强金属的表面活性,提高其与涂层的结合力,从而提升金属制样耗材的综合性能。制样耗材,抛光剂、抛光粉和研磨膏这些耗材的主要作用是在抛光过程中与试样表面相互作用,提高表面光洁度。河北金相镶嵌料制样耗材品牌有哪些制样耗材,更好的材料适应性:新材料的不断涌现,如新型合金、复合材料...
- 天津热镶嵌粉制样耗材厂家 2026-02-13
- 河北保边型热镶嵌粉制样耗材经济实用 2026-02-12
- 浙江软硅胶模制样耗材公司 2026-02-12
- 河北冷镶嵌树脂制样耗材经济实用 2026-02-12
- 杭州金相镶嵌粉制样耗材品牌有哪些 2026-02-11
- 湖州保边型热镶嵌料制样耗材源头厂家 2026-02-11
- 嘉兴热镶嵌料制样耗材公司 2026-02-11
- 透明树脂热镶嵌粉制样耗材厂家批发 2026-02-10
- 湖北镶嵌用三角夹制样耗材哪个牌子好 2026-02-10
- 安徽金相镶嵌料制样耗材经济实用 2026-02-10

- 苏州热镶嵌树脂制样耗材企业 2026-02-10
- 无锡镶嵌用透明样品夹制样耗材制造厂商 2026-02-10
- 深圳酚醛树脂粉制样耗材经济实用 2026-02-09
- 江西透明树脂热镶嵌粉制样耗材哪个牌子好 2026-02-09
- 苏州热镶嵌料制样耗材生产厂家 2026-02-09
- 河南金相镶嵌料制样耗材厂家 2026-02-09





- 无锡电解抛光腐蚀制样设备厂家 05-16
- 苏州试验设备腐蚀厂家批发 05-16
- 湖北晶间腐蚀厂家 05-16
- 四川不锈钢铝合金黄铜镍基合金 酸雾中和处理通风系统经济实惠 05-16
- 重庆腐蚀哪个牌子好 05-16
- 辽宁试验设备腐蚀源头厂家 05-16
- 天津电解抛光腐蚀 05-15
- 河南阳极覆膜腐蚀价格多少 05-15
- 重庆金属抛光腐蚀经济实用 05-15
- 吉林电解腐蚀企业 05-15