- 品牌
- 无锡欧驰
- 型号
- SIC
制样耗材,冷镶嵌常碰到问题:在使用烘箱的情况下,温度不宜过高;在镶嵌较大样品,需要使用较多树脂时,建议分多次浇注;树脂浇注、抽完真空后将模杯从真空系统中取出。在使用丙烯酸(粉液两相)树脂冷镶嵌时,发现试样中存在较多气泡,透明性差。使用丙烯酸(粉液两相)树脂冷镶嵌时,发现试样中存在较多气泡,透明性差。该类冷镶嵌树脂固化时间短,搅拌完后粘度较高,气泡难以溢出。配比上适当增加液相的量,保证搅拌完成后树脂粘度适当。使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。制样耗材金相切割片低软快刀,黑色,适用于非铁基有色金属材料HV<375。湖南保边型热镶嵌粉制样耗材制造厂商
制样耗材金相切割冷却液专门针对金相样品的砂轮切割而研制,具有极强的冷却、润滑、防锈性能:切割时,降低样品温度,以减少样品受到热影响;对样品产生清洗和防锈作用;增加润滑性能,提高样品的表面光洁度,可同时提高切割片的寿命;防止切割机被腐蚀;溶液清澈透明,不含矿物油和亚硝酸盐。使用方法:先将切割机中的原有的液体清理干净;混合浓度:该原液:水=5:100–5:75;混合方法:根据切割机冷却水箱的容积大小,先将一定量的水加入切割机冷却水箱中,再加入5%的切割冷却润滑液,同时搅拌或用切割机进行水循环。一定要将本原液加入大量水中,不能将水倒入本原液中。昆山镶嵌用脱模剂制样耗材品牌好制样耗材热镶嵌树脂,多种材料特性选择。
制样耗材,切割片在使用过程中常见的问题,.切割时震动严重在使用砂轮片时常发现有震手现象,甚至切台抖动而不能切割。原因有如下几点:砂轮片静平衡超标、砂轮片发生“软片”(组织断裂)、砂轮片平面度差、切台轴磨损等原因。切割后工件毛刺严重在有些切割场合特别是切割不锈钢薄壁管时,要求切割后工件尽量无毛刺以减少后道工序的工作量,就此要求我谈谈自己的看法。首先,在了解毛刺产生的原因之前我们要先简单了解一下切削原理:在切割过程中由于磨粒和工件剧烈磨擦而使切削区温度很高,这会造成工件产生应力和变形,甚至造成工件表面烧伤,而切削过程中所消耗的能量几乎全部转变为切削热。试验研究表明,切削热约有60~85%进入工件,10~30%进入砂轮片,0.5~30%进入切屑,另有少部分以传导、对流和辐射形式散出,切削区的平均温度约为600~1000℃,至于瞬时接触点的最高温度可达工件材料熔点温度。
制样耗材,切割片在使用过程中常见的问题,切割时破裂 在使用切割片过程中我们经常发现切割片破裂现象,就破裂问题我想提出自己的几点看法。第装机空转时破裂:切割片装入切台使用时要空转一分钟,在此过程破裂主要有两个因素,一个是切割片是劣质产品本身没有达到切台使用线速度。另外切割片孔径和切台轴不配备,装配时存在较大应力。切割片在使用过程中破裂:我们经常见到切割片开始使用时很正常,切割进行通常1/3状态时砂轮片破裂。通过分析可能是以下几点原因:切割片平面度差、切割片组织不均匀、切割片硬度偏高、切割片树脂缺少韧性。当切割片平面度较差时,切割面呈弧面,随着切割深度加大切割片受到侧向应力增加,多次往返时会使砂轮片产生裂痕导致“软片”,继续使用就会破裂。制样耗材金相切割片,切削锋利不易破碎。

制样耗材,如何挑选金相切割片呢,根据切割材质,尺寸,和切割机尺寸功率选择不同的切割片。切割材质硬,直径大,选择稍软切割片。切割机功率大,切割材质为空心,或者实心小直径,选择高硬度切割片。切割片根据材质主要分为纤维树脂切割片和金刚石切割片。金刚石切割片是一种切割工具,广泛应用于石材,混凝土,预制板,新老马路,陶瓷等硬脆材料的加工.金刚石切割片主要由两部分组成;基体与刀头.基体是粘结刀头的主要支撑部分,而刀头则是在使用过程中起切割的部分,刀头会在使用中而不断地消耗掉,而基体则不会,刀头之所以能起切割的作用是因为其中含有金刚石,金刚石作为目前比较硬的物质,它在刀头中摩擦切割被加工对象.而金刚石颗粒则由金属包裹在刀头内部。制样耗材金相切割冷却液,提高产品表面光洁度。上海金相镶嵌用硬模制样耗材制造厂商
制样耗材热镶嵌树脂,透明、可溶解型透明:保温时间20分钟以上,冷却时间15分钟以上冷却至室温。湖南保边型热镶嵌粉制样耗材制造厂商
制样耗材,热镶嵌树脂以热固性或热塑性树脂为基本原料,再结合纤维或其他填料,以增强树脂的韧性和耐磨性,经过混炼制得颗粒状镶嵌料。在加热加压的时候,树脂软化熔融,渗透填充到零件的各缝隙和凹坑部位,在冷却后实现对样品的充分把持。当实验室持续有大量试样需要制备,并要求制样质量高、尺寸外形统一、时间短,热镶是理想的选择。热镶需要配套镶嵌机使用。常用型特性:中等的收缩率,中等磨削率,适用于普通制样使用。导电型特性:导电,适用于导电样品,湖南保边型热镶嵌粉制样耗材制造厂商
无锡欧驰检测技术有限公司专业从事中材料分析测试仪器与耗材的研发、设计、生产、销售和系统集成、技术支持、服务于一体的企业。作为一家专注于生产研发中金相样品制样设备的厂家,欧驰拥有一批技术过硬、从事行业多年经验丰富的专业设计人员和技术支持人员。公司主营产品:精密切割机、金相切割机、金相镶嵌机、金相磨抛机、低倍组织热酸蚀装置、电解抛光腐蚀仪、晶间腐蚀仪、通风柜、酸雾处理系统、金相制样耗材、金相显微镜、光谱仪、实验炉、硬度计。上述产品广泛应用于钢铁、汽车、航空航天、铁路、电子厂、新能源、高校等各行各业。公司自创办以来本着“以市场为导向,诚实守信、开拓创新”的经营方针,秉承专业、敬业、务实、创新的发展理念,以敏锐的创新思路、强大的技术实力为后盾坚持以客户为本,以信用为先的服务准则,以自身擅长的技术服务优势,用心解决客户迫切、实际的需求,以质量的产品、先进的技术,竭诚为广大客户提供质量精诚的质量服务。

制样耗材的生产工艺创新是提升产品竞争力的关键。在陶瓷制样耗材的生产中,采用等静压成型工艺可以使陶瓷材料更加致密,提高其硬度和耐磨性。与传统的干压成型工艺相比,等静压成型工艺生产出的陶瓷切割片在切割硬质材料时,切割效率更高,使用寿命更长。在金属制样耗材的表面处理工艺上,采用等离子体处理技术,可以在金属表面形成一层特殊的纳米结构,增强金属的表面活性,提高其与涂层的结合力,从而提升金属制样耗材的综合性能。制样耗材,抛光剂、抛光粉和研磨膏这些耗材的主要作用是在抛光过程中与试样表面相互作用,提高表面光洁度。河北金相镶嵌料制样耗材品牌有哪些制样耗材,更好的材料适应性:新材料的不断涌现,如新型合金、复合材料...
- 天津热镶嵌粉制样耗材厂家 2026-02-13
- 河北保边型热镶嵌粉制样耗材经济实用 2026-02-12
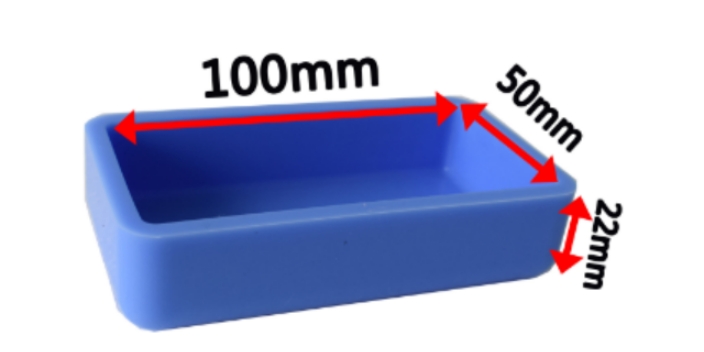
- 浙江软硅胶模制样耗材公司 2026-02-12
- 河北冷镶嵌树脂制样耗材经济实用 2026-02-12
- 杭州金相镶嵌粉制样耗材品牌有哪些 2026-02-11
- 湖州保边型热镶嵌料制样耗材源头厂家 2026-02-11
- 嘉兴热镶嵌料制样耗材公司 2026-02-11
- 透明树脂热镶嵌粉制样耗材厂家批发 2026-02-10
- 湖北镶嵌用三角夹制样耗材哪个牌子好 2026-02-10
- 安徽金相镶嵌料制样耗材经济实用 2026-02-10

- 苏州热镶嵌树脂制样耗材企业 2026-02-10
- 无锡镶嵌用透明样品夹制样耗材制造厂商 2026-02-10
- 深圳酚醛树脂粉制样耗材经济实用 2026-02-09
- 江西透明树脂热镶嵌粉制样耗材哪个牌子好 2026-02-09
- 苏州热镶嵌料制样耗材生产厂家 2026-02-09
- 河南金相镶嵌料制样耗材厂家 2026-02-09

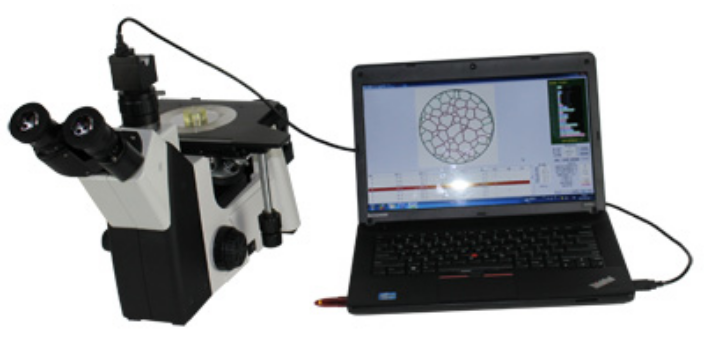


- 宁波视频金相显微镜多少钱一台 05-06
- 小负荷布氏硬度计性价比高 05-05
- 宁波韦氏硬度计多少钱一台 05-05
- 杭州单筒测量金相显微镜品牌好 05-05
- 宁波便携式现场金相显微镜价格多少 05-05
- 无锡便携式现场金相显微镜价格多少 05-05
- 宁波数显显微硬度计厂家批发 05-05
- 江苏硬度计制造厂商 05-05
- 天津单筒测量金相显微镜性价比高 05-05
- 江苏简易数显电动表面洛氏硬度计经济实用 05-05