
- 品牌
- HUCK,WOTON
- 型号
- HUCK铆钉
- 加工定制
- 是
Chen等研究发现铆接过程中位移加载曲线的两个拐点分别对应于铆钉材料的屈服点和铆钉与钉孔接触位置,并开发了一种参数化三维有限元铆接模型,可实现快速计算。Zhang等依据铆钉的变形将铆接过程划分为弹性、塑性和回弹3个阶段,建立了相应的力学模型,并利用有限元仿真进行验证,但该过程没考虑被连接件的变形情况。牟伟强、宋丹龙等分别利用幂**硬化理论和主应力法建立了无头铆钉在金属构件、CFRP/A1复合构件压铆过程中的压铆力计算公式,但没涉及被连接件存在干涉量的情形。壁板变形分析铆接过程中,由于钉杆在长度方向沿径向变形不均匀,造成铆钉孔沿轴向膨胀不均,同时受到镦头的挤压作用,使钉孔周围产生一定的变形,大量的铆钉连接使壁板产生更加复杂的装配变形。目前对于被连接件的变形研究主要集中于其在受力状态下的变形情况,而对铆接过程本身引起的变形研究较少。Markiewicz利用圆板和正方形板研究了铆接过程的成形机理,并依据被连接件应变随时间变化将铆接过程分为7个阶段。Bedair研究了薄壁拼接结构受载时因载荷分配不均而产生的复杂应力应变场分布,发现由于载荷分配不均引起的面内弯曲应力会导致连接件产生波浪式起伏HUCK铆钉的服务厂家。欢迎来电咨询沃顿!江苏HUCK铆钉BOBTAIL
HUCK铆钉
Li将铆接后壁板受力简化为厚壁筒内外受均匀的压力、镦头覆盖区受轴向的压力,单元受力分析如图3所示,得出了其径向和周向应力表达式,以及轴向力均布作用下的表达式,但该理论没有考虑无头铆钉连接干涉量和径向应力沿轴向分布不均的情形,对于此问题,目前还没有较好的解决方法。图3厚壁筒受力分析图无头铆钉在大型飞机壁板使用中需满足一定的干涉量要求,干涉量有两种表示方式:相对干涉量,其中a为配合前孔的半径,a1为干涉配合后孔的半径。式中,Pr为铆钉与孔的接触压力,Pz为镦头与被连接件之间的接触压力,Re为镦头直径,r0为铆钉初始直径。吴森同样根据厚壁筒理论,以平面应变、有限边界情况和理想弹塑性材料的假设进行了干涉配合紧固件孔的弹塑性分析,给出了便于分析计算弹性极限干涉量,塑性区半径,弹、塑性区内的径向和轴向应力分布的参数方程。当干涉配合处于弹性阶段时,其应力分布模型为:弹性极限干涉量为:当处于塑性配合时,孔边应力分布模型在弹性区内为:在塑性区内为:式中,E、v为材料的弹性模量和泊松比,O-s为材料屈服强度,p为干涉配合的塑性半径。上海短尾HUCK铆钉MGLP-RHUCK铆钉的市场应用分析。欢迎来电咨询沃顿!

铆接变形分析铆钉变形分析铆钉镦头尺寸被视为衡量连接质量的重要标志,铆钉变形分析一般主要围绕如何形成合格镦头尺寸展开。其中铆接力是重要的影响因素,它不仅影响成形的镦头尺寸,也对连接件的应力应变场分布有重要作用。荷兰代尔夫特理工大学Rijck等研究认为镦头尺寸可视为衡量飞机疲劳寿命的重要标志,其改变了被连接件受力时的应力应变场分布,并基于假设:铆钉与钉孔间隙为零,即没有材料通过塑性流动进入钉孔;镦头形状为标准圆柱状,即钉孔外面的材料形成铆钉的镦头,构建了铆接力与铆钉镦头直径D和高度H的理论关系。或式中,D0、H0分别为钉孔外铆钉部分初始直径和高度,K、n分别为材料强度系数和硬化。威奇塔州立大学Cheraghi利用数值方法和统计方法分析了铆接力、铆钉长度、铆钉直径和孔径间的尺寸公差对铆接质量的影响。研究表明,在使用推荐的锪窝尺寸铆接时,大部分铆钉成形后因与被连接件之间存在间隙而不符合质量要求;在一定镦头尺寸要求下,减小沉头窝深度,能适当允许增加铆钉孔和铆钉的尺寸偏差,并增大铆接力。Kelly等应用有限元软件仿真了轴对称模型下铆钉的安装过程,准确地预测了铆接成形力。
相比HUCK铆钉和焊接,螺栓连接在现场施工环境下受控程度就高得多了,没有加热过程,不存在不受控热处理的问题。构件和螺栓都是工厂环境生产,产品一致性相当好,现场只要拧就可以了。承压型连接和HUCK铆钉类似但是螺栓强度和品质稳定性好于HUCK铆钉。摩擦型连接则不太一样,现场施工还有一个有点棘手的问题——摩擦力控制。摩擦力受接触面压力和表面粗糙度影响,但是现在剪扭螺栓、力矩扳手和表面处理工艺已经可以解决这个问题。剪扭螺栓一端是类似HUCK铆钉的圆头,没有棱角,拧螺栓是通过另一端的花键(或称梅花头),花键和螺栓之间有一个收缩的细颈,当构件和螺栓之间摩擦力产生的力矩达到颈部的抗扭极限,花键就被扭掉了。力矩扳手可以调节比较大输出力矩,达到之后就会打滑,用来拧大六角螺栓可以达到和剪扭螺栓类似的效果。不会因为老王感冒了拧不上劲,也不会因为老王晚上要去隔壁太兴奋拧过头(螺栓拧太紧会坏)。表面处理可以在工厂内进行,喷砂之后现场打磨或者喷砂之后涂防锈漆就可以了,这样处理之后摩擦系数还是相当稳定。使用摩擦型连接,构件之间传力是通过摩擦力,所以连接性能基本等同于构件本身,这是比较符合设计理念的,强度刚度、疲劳性能都有保障。 HUCK铆钉的使用方法。欢迎来电咨询沃顿!
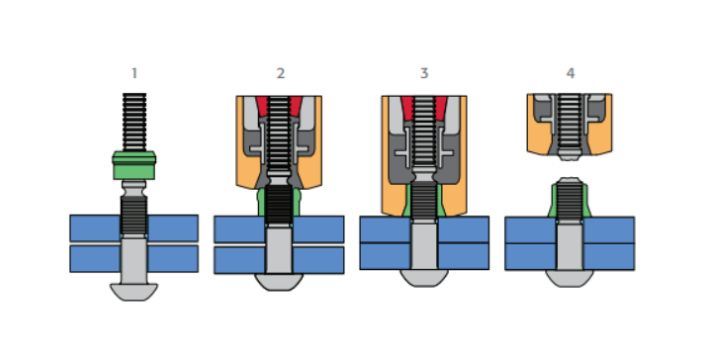
抽芯铆钉是一类单面铆接用的铆钉,早在上个世纪初,Huck公司的设计师兼创始人LouHuck先生利用虎克定律,发明了初代的抽芯铆钉—MAGNA,它的结构简单、操作方便、安装迅速、成本低廉,同时能提供适中的夹紧力。Huck抽芯铆钉一经推出,便受到工业制造及铁路应用领域的好评,历经数十载的演变,如今的MAGNA系列,主要包括有以下几款产品:HUCKMAGNA-GRIP在工业应用中,满足较大的夹紧范围是必要的,同时钉杆断裂面与套环保持平齐也是是有益的。HuckMagna-Grip就是为了满足这种需求应用而生。同所有Huck工程紧固件一样,Magna-Grip也提供比较高水平的抗震防松能力。Magna-Grip安装可靠,并始终保证有效的、一致的夹紧值。沃顿的HUCK铆钉质量可靠吗?欢迎来电咨询沃顿!安徽短尾HUCK铆钉MBP-R8-
HUCK铆钉的服务价格。欢迎来电咨询沃顿!江苏HUCK铆钉BOBTAIL
压铆机与旋铆机区别压铆机是直接挤压,就像冲床的一样,是压进去的,旋铆机是电机通过联轴器将运动传递主轴,同时液压系统驱动活塞连同主轴向下施压,当铆头接触到铆钉时,铆头围绕铆钉中心线(即主轴中心线)公转,同时铆头在切向力的作用下自转,从而形成无滑动辗压。压铆机介绍压铆机产生的静压力镦粗铆钉杆形成镦头的一种铆接方法称为压铆。压铆的铆接件具有表面质量好、变形小、连接强度高的特点。因此,在实际操作中,只要结构工艺性允许,就优先采用压铆。压铆机是铆钉机、旋铆机、鸡眼机等铆接设备的统称!通常人们是单独指旋铆机,旋铆机按动力方式可分为:气动旋铆机和液压旋铆机。旋铆机的用途主要应用于实心铆钉或中空铆钉、空心铆钉等方面的铆接;旋铆机的铆接方式分:径向铆接和摆搌铆接;压铆方法介绍旋铆机冷碾铆接法,就是利用铆杆对铆钉局部加压,并绕中心连续摆动直到铆钉成形的铆接方法。按照这种铆接法的冷碾轨迹,可将其分为摆碾铆接法和径向铆接法。江苏HUCK铆钉BOBTAIL
上海沃顿实业有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在上海市等地区的五金、工具中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同上海沃顿供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

轨道交通领域:连接铁轨、车厢、车架等部件,保证铁路的安全和稳定性,承受列车运行时的巨大载荷。对连接稳定性要求极高的场景建筑钢结构领域:连接钢结构、桥梁、隧道等部件,提高建筑的强度和稳定性,适应各种复杂工况。船舶制造领域:连接船体、船桥、船舵等部件,保证船舶的安全和稳定性,承受海洋环境下的长期使用。重型机械领域:连接起重机、挖掘机、压路机等重型机械的机械臂、底盘框架等,承受设备运行中的巨大载荷和冲击。对耐腐蚀性能要求极高的场景海洋工程领域:在海洋环境下,HUCK铆钉的耐腐蚀性能能够确保连接件的长期稳定性,减少维护成本。适用于医疗器械制造,HUCK铆钉满足无菌环境需求。镇江气动HUCK铆钉HUCK...
- 西藏气动HUCK铆钉 2026-01-29
- 液压HUCK铆钉C6LB-R 2026-01-28
- 重卡车架用HUCK铆钉99-7851 2026-01-27
- 重卡车架用HUCK铆钉HK32-002 2026-01-27
- 美国HUCKHUCK铆钉99-769 2026-01-27
- 振动筛用HUCK铆钉99-3006 2026-01-27
- 常州液压HUCK铆钉 2026-01-27
- 光伏支架用HUCK铆钉99-7851 2026-01-26
- 振动筛用HUCK铆钉99-99-245 2026-01-26
- 美国cherryHUCK铆钉2600 2026-01-26



- 美国哈克HUCK铆钉HK432-2 2026-01-24
- 天津HUCK铆钉C50LR-BR16- 2026-01-23
- 美国哈克HUCK铆钉2600 2026-01-23
- 汽车座椅用HUCK铆钉2600 2026-01-23
- 无断槽HUCK铆钉MBP-R 2026-01-22
- 甘肃环槽铆钉HUCK铆钉 2026-01-22





- 湖北美国原装进口GAGEBILT 05-17
- 衢州汽车座椅用GAGE铆枪 05-17
- 振动筛用CHERRY铆枪MBTC 05-17
- DUBUIS接地销01M050AHO035XSP 05-17
- 金华CHERRY铆枪99-5010 05-17
- 液压DUBUIS接地销HK32-002 05-17
- 淮北CHERRY航空铆钉6304 05-17
- 铜陵CHERRY航空铆钉MBTC 05-17
- 光伏支架用GAGE铆枪LMY-T 05-17
- 宿迁气动CHERRY铆枪 05-17