- 品牌
- 上海欧宝
- 型号
- 齐全
- 材质
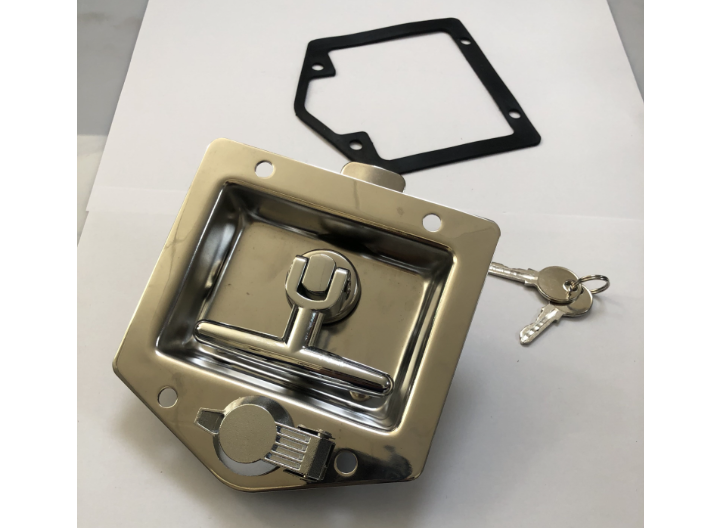
- 不锈钢,304不锈钢
- 产地
- 上海
- 厂家
- 上海欧宝制锁有限公司
不锈钢柜锁的优点分析,其一不锈钢柜锁所采用的材质是不锈钢,易与柜窗形成一体化之外,不锈钢材质的柜锁更是健康环保,外型上简单而简约,实用性上也更胜一筹;其二,不锈钢性质决定了其防火、耐高温不怕热的特质,不锈钢柜锁不易损坏;其三,因为不锈钢柜锁采用的不锈钢材质,密度较高,能够有效的防止潮湿;其四,清洁保养方便。其五,不锈钢柜锁不会变色,采用不锈钢材质的锁具会永保如新。其六,不锈钢柜锁使用寿命比其他材质的锁具寿命更长,而目不锈钢材质的锁具环保,更符合现代人的人文主义。304不锈钢柜锁具有什么优势?杭州工业不锈钢柜锁型号

工业不锈钢柜锁中金属材料的疲劳极限指什么?工业柜锁中金属材料和零件抵抗疲劳破坏的能力称为疲劳极限。疲劳极限,是指循环应力的值,即令循环次数很大,该应力实际上也不会引起破坏。显然,只有对于疲劳曲线有水平阶段的通信柜锁金属材料才能确定这种疲劳极限,而对于疲劳曲线是不断降低的材料,只能确定其规定(条件)疲劳极限,在这种情况下,应指出该应力值和循环次数(试验基数)。疲劳强度特别需要统计处理。疲劳极限就是指,以足够数量的试样在不同应力水平下试验,在给定的循环次数(试验基数)时不发生疲劳断裂,并且有一定几率得到循环应力值。长沙不锈钢柜锁购买304不锈钢是不锈钢材料中性能比较好的一种,比起200系列的不锈钢材料更好。

不锈钢柜锁拉丝与抛光的区别!从工艺上来说,拉丝工艺是将工件表面做出有规律的均匀的表面纹路,一般的拉丝纹有:细条纹状、圆圈状。而抛光工艺是将工件表面完全做成平整的,没有任何瑕疪的,看起来光滑透亮,程镜面。从运动上讲,拉丝工艺在设备上所做的是来往反复的运动,而抛光工艺是在平面抛光机上所做的运动轨迹。两者在原理上是不一样的,实际方式也不一样。在生产上,拉丝采用专门的拉丝工艺设备,抛光根据形状的不一有很多种抛光工艺设备分别适应不同抛光要求。
不锈钢柜锁抛光基本原理有哪些?在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何准确度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级:AO=Ra0.008μm,A1=Ra0.016μm,A3=Ra0.032μm,A4=Ra0.063μm,由于电解抛光、流体抛光等方法很难准确控制零件的几何准确度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以模具的镜面加工还是以机械抛光为主。304不锈钢柜锁为什么也会有磁性?

SUS304不锈钢柜锁的表面处理:由于SUS304是不锈钢,一般不用表面处理就可以使用。不锈钢之所以不生锈,是因为它形成了一层很薄的氧化铬膜,称为钝化膜。即使在大气中也会形成钝化膜,但由于附着在表面的异物的电化学作用,它们往往会成为不完全钝化膜。如果要使这层膜更坚固,请进行钝化处理(钝化处理)。被动处理是用硝酸等酸对表面进行氧化处理,同时也具有去除表面异物的作用。与钢铁材料相比,SUS304具有相同的强度,并且具有极强的防锈性。不锈钢柜锁的优点是优美大方。湖北工业SUS316不锈钢柜锁
不锈钢柜锁的机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法。杭州工业不锈钢柜锁型号
不锈钢柜锁镜面抛光工艺及方法和要求:1、对上道转入抛光工序的工件进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入本抛光工序。2、粗磨,用600#的砂带在三面上往返磨削工件,本工序要达到的目标是去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后工件表面的粗糙度应能达到R0.8mm。注意在抛光过程中注意砂带机的倾斜角度和控制好砂带机对工件的压力。一般来说以与被抛面成一条直线比较适中!4、精磨,用1000#的砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的工件要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。杭州工业不锈钢柜锁型号
上海欧宝制锁有限公司是以提供机械门锁,铰链合页,限位,拉手为主的有限责任公司(自然),公司成立于1999-02-03,旗下欧堡,已经具有一定的业内水平。欧宝制锁以机械门锁,铰链合页,限位,拉手为主业,服务于五金、工具等领域,为全国客户提供先进机械门锁,铰链合页,限位,拉手。产品已销往多个国家和地区,被国内外众多企业和客户所认可。


- 广州室内不锈钢柜锁价钱 2026-05-19
- 北京SUS316不锈钢柜锁供应 2026-05-19
- 河北室内不锈钢柜锁定制 2026-05-19
- 河北工业不锈钢柜锁定制 2026-05-19
- 广东工业不锈钢柜锁批发价 2026-05-19
- 广州欧宝不锈钢柜锁供应商 2026-05-19
- 家用不锈钢柜锁型号 2026-05-19
- 成都家用不锈钢柜锁批发商 2026-05-19