平板膜脱氮反应器的优点:1、无论污泥或者污泥指数处于何种状态,该方法都能达到很好的澄清效果。因为膜甚至可以阻止非絮状菌的通过,使出水中不含悬浮物(浊度<1NTU)。此外,当使用超滤膜时,出水相当于被全方面消毒(能去除寄生虫卵、细菌、甚至是病毒等病原体);2、由于无需沉淀池,微生物浓度可提高至6~12g/L。在相同的FM负荷下,与传统活性污泥法比,曝气池容积可缩小至原来的1/5~1/3;3、无需沉淀池和使用更小容积的生物反应器,土建费用和占地面积将大幅降低。MBR平板膜运行无需反洗,适用于化学清洗,组件设计容易拆卸。河北高效脱氮反应器供应商
高效脱氮反应器的性能特点:专业定制填料,比表面积大幅增加:使用经过定制的表面处理的填料,比表面积大,使得生物膜的厚度大幅增加,单位体积的微生物密度增加。专门培养的细菌,耐工业污水水质波动:使用厌氧污菌种过三年的培养而成,通过在此过程中改变厌氧细菌的生存条件,使得筛选后的细菌能够耐酸碱,抗重金属,抗毒性并且耐低温以及耐水质波动,适应工业废水的特点。氮气脱除技术,加速脱氮正向进行:设备内部流态经过特殊优化设计,建立了顺畅的排气微通道,促使生成的氮气快速从内部排出,减少反应器死区及无效空间,提高了反应器稳定性和脱氮效率。北京高效脱氮反应器价位平板膜脱氮反应器与传统处理系统相比,可节省50%占地面积。
平板膜脱氮反应器应用于生活污水处理:目前,污水处理设施的主要处理对象是城市污水。为了更好地进行污水处理,提高污水处理效率,改善人们的生活环境,MBR平板膜可以应用于大型污水处理厂。采用MBR平板膜处理城市生活污水时,需要考察膜生物反应器对生活污水中氨氮和浊度的去除效果,以保证污水处理的效率和质量。平板膜脱氮反应器应用于制药废水处理:制药废水内部成分复杂,有机污染物种类繁多,会造成严重的污染问题。传统的废水MBR平板膜在制药废水处理中主要具有能耗低、占地面积小的优点。MBR平板膜在制药废水中的应用不只需要保证废水处理的效率,还需要保证废水处理的质量。采用MBR平板膜回收制药废水,可以使经济发展更加稳定,带动经济的进一步发展。
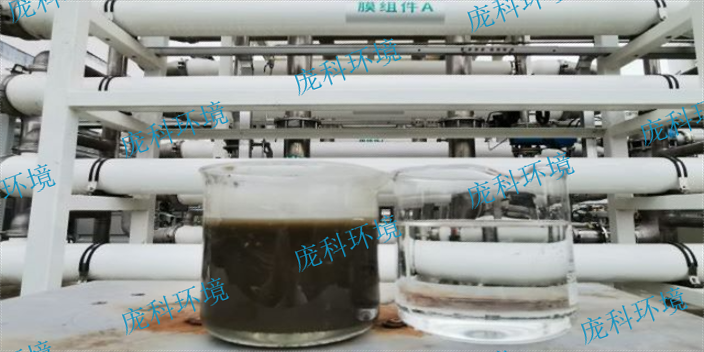
平板膜脱氮反应器可以用超滤或微滤膜组件替代传统活性污泥法中的二沉池实现泥水分离。该工艺具有处理能力强、固液分离效率高、出水水质好、占地空间小、运行管理简单等特点。目前,MBR工艺技术处理生活污水和工业废水已突显成效。膜组件是MBR的中心部分,目前工程化应用中主要采用中空纤维膜组件和平板膜组件。平板膜与中空纤维膜具有不同的特点,适用范围也有区别,平板膜具有水力学条件易于控制、通量高、抗污染能力强和清洗更换方便等特点,能够在更高污泥浓度条件下保持高通量稳定运行;中空纤维具有装填密度大、价格便宜等优点。什么是高效脱氮反应器?

平板膜脱氮反应器对有机和无机颗粒物具有很高的截留性能。通过污水处理MBR平板膜表面的微孔结构对物质进行选择性分离,可以去除污水中大量的细菌、胶体和高分子物质。悬浮物去除率可达100%,出水水质优于杂用水回用标准。与中空纤维膜相比,污水处理MBR平板膜具有不断丝、不易损坏的特点,降低了用户的运行成本,使系统运行更加稳定。目前,许多已建成多年的污水处理厂初步采用生化与消毒相结合的工艺。近年来,许多新的和传统的处理厂都进行了工艺改造,采用生化与污水处理MBR平板膜组件相结合的方式,使出水更加稳定。MBR平板膜采用膜管设计,具有较强的抗污染性,同时运行稳定,管理方便。广东好氧脱氮反应器厂商
高效脱氮反应器采用了全自主研发技术,通过污泥无动力二次分离到达有效菌种的倍增富集。河北高效脱氮反应器供应商
平板膜脱氮反应器的特点:1、平板膜脱氮反应器污泥浓度高,泥龄长,这意味着排泥量少,产泥量只占传统工艺的30%,这对后续的污泥处理极为有利。2、平板膜脱氮反应器操作维护简单膜分离单元工艺简单,出水和运行不受污泥泥膨胀等因素的影响,操作维护简单方便,且易于实现自动控制管理。3、占地少,平板膜脱氮反应器可以维持较高的污泥浓度,通常MLSS为8~20g/L,是传统生物处理的2.5~5倍,同时系统省去了二沉池和污泥回流设备,因而占地面积省。河北高效脱氮反应器供应商
上海庞科环境技术有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。是一家有限责任公司企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。公司业务涵盖厌氧反应器及沼气生物脱硫,厌氧氨氧化及除磷脱氮,臭氧催化氧化及催化剂,VOCs、除臭及催化剂,价格合理,品质有保证,深受广大客户的欢迎。上海庞科环境以创造高品质产品及服务的理念,打造高指标的服务,引导行业的发展。