- 品牌
- 超科自动化
- 型号
- chaoke
- 尺寸
- 不限
- 重量
- 不限
- 产地
- 广州
- 可售卖地
- 不限
当选择恒温恒湿空调系统时,需要考虑多个因素。首先是系统的容量,需要根据实验室的面积和人员数量来选择适当的容量。其次是系统的精度和稳定性,因为系统的准确性和稳定性会直接影响实验结果。此外,还需要考虑系统的能耗和维护成本,以及空调系统是否能够与实验室的其他设备兼容。综上所述,恒温恒湿空调系统是解决实验室温湿度问题的一种有效方法。它可以提供稳定的实验环境,保证实验的准确性、安全性和效率。在选择系统时需要考虑多个因素,以确保选择的系统符合实验室的需求。 在食品加工制造行业中,恒温控制系统可以控制熟化奶酪。长沙空调恒温恒湿控制

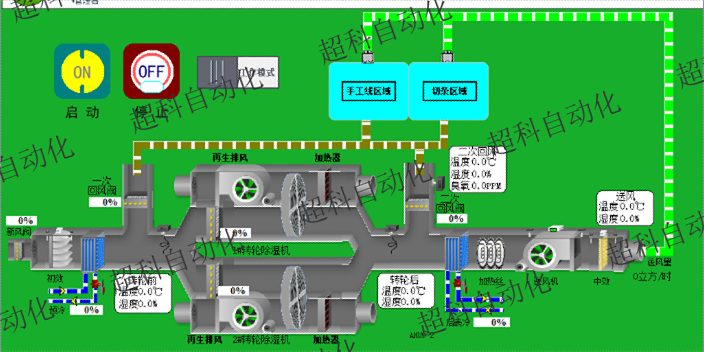
恒温恒湿实验室六大控制系统组成介绍:1、控制系统控制系统是综合试验箱的主要,决定了试验机的升温速度、精度等重要指标。试验机控制器大部分采用PID控制,也有少部分采用PID与模糊控制相结合的方式。因为控制系统基本上属于软件的范畴,所以这部分在使用过程中一般不会出现问题。2、传感器系统传感器主要是温度和湿度传感器,温度传感器用于铂电组和热电偶,测量湿度的方法是干湿球温度计法和固态电子传感器直接测量法两种。但因干湿球法的测量精度较低,目前固态电子式传感器直接测量法被很广使用。3、加热系统与冷却系统相比,加热系统相对简单,它主要由大功率电阻丝组成。由于试验要求的升温速率较大,因此加热系统的功率也比较大,且在试验机底板上还安装有加热器。 中山智能恒温恒湿控制箱恒温恒湿控制系统的使用原理是什么?

恒温恒湿控制系统是指对温度、湿度和洁净度都有严格要求的对应使用空调机,具有高效节能、低噪音和环境保护等功能,可广泛应用于电子、光学设备、化妆品、医疗手术室、生物制药、食品制造、各类计量、检测等实验室等行业的室内。一般向化妆品、生物制药、食品制造、医疗手术室内的机械仪器都是较为多且都是精密的,所以在选择恒温恒湿控制系统时,一定要考虑其的温湿度控制范围、机柜外面的控制截面是否能灵活切换功能等。它一定是要具备有温、湿度检测功能,并由智能控制主板按设定要求,进行相应的制冷、加热、除湿和加湿工作间自由切换,以达到室内环境对恒温恒湿的要求。
恒温恒湿机还配备了一个控制系统,它可以检测房间内的温度和湿度,并根据设定值来控制水箱内的水温和风扇的转速。当温度或湿度超出设定值时,控制系统会自动调整水温和风扇的转速,以使温度和湿度回到设定值范围内。以上三个步骤共同作用,可以确保恒温恒湿机的工作效果稳定可靠。二、恒温恒湿机的应用恒温恒湿机的应用很广,主要应用于以下几个方面:1.实验室实验室中需要进行各种实验,对环境的温度和湿度要求非常高。恒温恒湿机可以提供一个稳定的实验环境,确保实验结果的准确性和可重复性。2.药品生产药品生产需要在特定的环境下进行,恒温恒湿机可以提供一个稳定的环境,确保药品的质量和安全性。3.电子设备制造电子设备制造需要在特定的环境下进行,恒温恒湿机可以提供一个干燥、无尘、的环境,确保电子设备的质量和稳定性。4.医疗保健医疗保健需要在特定的环境下进行,恒温恒湿机可以提供一个稳定的环境,确保医疗设备和药品的质量和安全性。恒温恒湿控制系统在实验室内的设计参数有什么?

恒温恒湿控制规律的选择应着眼于使控制系统和被控对象能进行良好配合,PID参数调节法在技术上已经很成熟,在单回路的空调控制中应用很较广,能解决空调系统中存在的滞后性大等问题,有效地消除静差,提高系统的动态品质指标,其规律是:PID调节器输出的是0—10mA连续信号,利用可控硅元件,调节电加热器和电加湿器的电压,使其功率可连续变化,这也是提高控制精度的一个有效方面。关于系统运行及调试,根据理论分析及设计计算,自行选购了散件,组装了一台制冷空调机组,所选直接蒸发式表冷器的额定风量为2500m3/h,在制冷空调机组出口装置了风阀,对流过机组的风量可进行调节。恒温恒湿控制系统的应用领域在哪些方面?中山智能恒温恒湿控制箱
恒温恒湿控制系统的行业标准是什么?长沙空调恒温恒湿控制
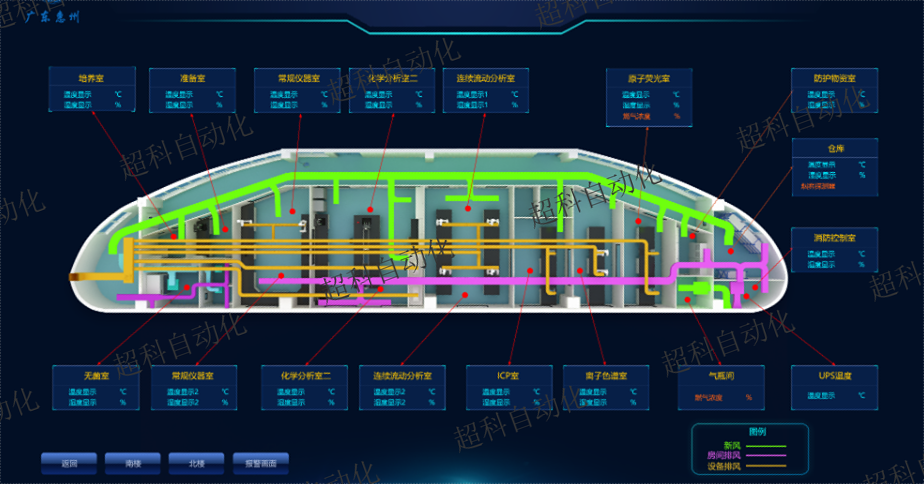
恒温恒湿空调系统的任务,是将室内的温湿度及干净度控制在一定的波动范围内,以满足工业生产、科学研究等特殊场合对室内环境的要求。近年来,随着我国生产力的开展和科技水平的不断提高,恒温恒湿空调系统的应用场合越来越多,温湿度要求也不断提高。在电子、医药、计量、纺织、光学仪器和农业育种等领域,恒温恒湿空调系统的精度和可靠性直接关系着产品的品质以及实验结果的准确性。工厂集控室是整个工程的控制中心,相当于大脑位置,是运行人员集中监视和控制发电机组的场所,集控室内布置了大量的显示器、计算机和控制柜。集控室内部设备安全稳定运行对工厂有着至关重要的作用,因此,设计规范对集控室的温湿度有很高的要求。长沙空调恒温恒湿控制

化妆品生产车间的洁净度和温湿度环境直接影响产品质量,超科自动化的中央空调恒温恒湿控制系统在此领域表现出色。系统将乳化车间温度控制在 22±1℃,湿度维持在 50-55% RH,这个环境能确保原料充分混合,避免因温度过高导致的成分失活,化妆品的稳定性提升 40%。在灌装车间,温度控制在 20-22℃,湿度 45-50% RH,减少空气中的微生物附着在产品表面,微生物合格率提升至 99.8%。系统采用全空气系统设计,配合高效过滤器,空气洁净度达到 Class 10000 级,满足化妆品生产的 GMP 标准。某化妆品企业使用该系统后,产品的保质期延长 6 个月,因环境问题导致的批次报废率下降 75%...
- 肇庆无尘车间恒温恒湿控制工程 2026-04-05
- 中山无尘车间恒温恒湿控制系统费用 2026-04-05
- 中山工厂恒温恒湿控制器 2026-04-05
- 深圳酒店恒温恒湿控制公司 2026-04-05
- 长沙智能恒温恒湿控制解决方案 2026-04-05
- 江门厂房恒温恒湿控制解决方案 2026-04-05
- 珠海工厂恒温恒湿控制公司 2026-04-05
- 重庆工厂恒温恒湿控制公司 2026-04-05
- 智慧恒温恒湿控制箱 2026-04-05
- 东莞医院恒温恒湿控制哪家好 2026-04-05




- 中山恒温恒湿控制哪家好 2026-04-04
- 深圳实验室恒温恒湿控制柜 2026-04-04
- 肇庆智能恒温恒湿控制费用 2026-04-04
- 肇庆无尘车间恒温恒湿控制系统 2026-04-04
- 成都洁净厂房恒温恒湿控制系统厂家 2026-04-04
- 广州工厂恒温恒湿控制 2026-04-04




- 广州大型中央空调节能控制系统费用 04-06
- 长沙学校空调集中控制系统 04-06
- 广州大厦高效机房哪家好 04-06
- 广州中央空调节能控制哪家好 04-06
- 中山中央空调节能控制系统公司 04-06
- 广州空调恒温恒湿控制厂家 04-05
- 东莞医院空调集中控制工程师 04-05
- 肇庆无尘车间恒温恒湿控制工程 04-05
- 中山无尘车间恒温恒湿控制系统费用 04-05
- 中山工厂恒温恒湿控制器 04-05