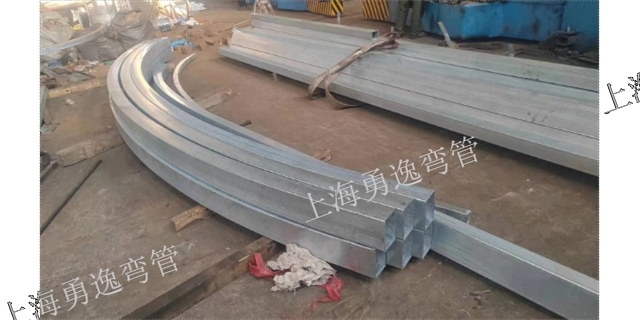
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。弯管的主要形式有:各种角度的弯头、U形管、来回弯和弧形弯管等。来回弯是带有两个弯曲角的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也不能选得太小。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍。。不同材质进行各种钣金折弯及焊接组立.库存焊接冲压铸造弯头加工大概多少钱
弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。
弯管的环刚度实际上不是一直不变的,同样压力的管道,但是并不是说环刚度一样,弯管口径越大,环刚度会相应减弱,还有种情况,气温的变化也是有影响的,天气温度下降,管材的硬度也增强,那么自然环刚度也变大。
库存焊接冲压铸造弯头加工大概多少钱供应角铁拉弯加工 不锈钢,铝合金弯曲弯圆拉弯,弯头、盘管、扶手、栏杆、推车.
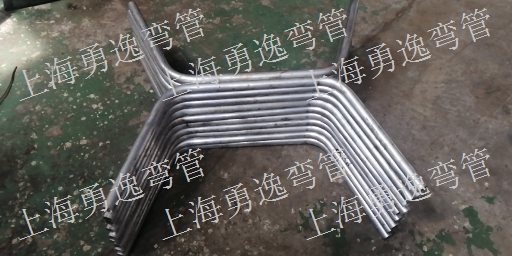
上海勇逸弯管有限公司是一家经上海市工商局批准,集生产、研发、开发弯管加工等诸多功能于一体的专业性厂家。公司主营业务包括:1.弯管加工:对φ1.6---76之间的不锈钢管、铜管、铝管、钢管等不同材质进行各种钣金折弯及焊接组立,并可进行表面处理等后续加工,满足不同客户的需求。2.高压油管:公司专业设计制造高压油管、空调管路、设备液压管路,真空钢管、空压管路、汽车刹车油管、电动车液压管路、注塑机液压管路、汽车测试管路,产品涵盖:物流装备、汽车管路、工程机械等液压装备业,拥有进口数控弯管机和管端成型机等关键设备,技术性能优良并处于国内水平,产品通过ISO9001质量体系认证。品质有保证。
可用与义齿精抛光前的去毛刺和粗研磨。5.化学抛光:化学抛光是通过金属在化学介质中的氧化还原反应而达到整平抛光的目的。其优点是化学抛光与金属的硬度、抛光面积与结构形状无关,凡与抛光液接触的部位均被抛光,不须特殊复杂设备,操作简便,较适合于复杂结构钛义齿支架的抛光。但化学抛光的工艺参数较难控制,要求在不影响义齿精度的情况下能够对义齿有良好的抛光效果。较好的钛化学抛光液是HF和HNO3按一定比例配制,HF是还原剂,能溶解钛金属,起到整平作用,浓度<10%,HNO3起氧化作用,防止钛的溶解过度和吸氢,同时可产生光亮作用。钛抛光液要求浓度高,温度低,抛光时间短(1~2min.)。6.电解抛光:又称为电化学抛光或者阳极溶解抛光,由于钛的电导率较低,氧化性能极强,采用有水酸性电解液如HF—H3PO4、HF—H2SO系电解液对钛几乎不能抛光,施加外电压后,钛阳极立刻发生氧化,而使阳极溶解不能进行。但采用无水氯化物电解液在低电压下,对钛有良好的抛光效果,小型试件可得到镜面抛光,但对于复杂修复体仍不能达到完全抛光的目的,也许采用改变阴极形状和附加阴极的方法能解决这一难题,还有待于进一步研究。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材.

更重要的是通过这些表面处理和改性过程,改善铸件的表面性状和适合性,提高义齿的耐磨、耐蚀和抗应力疲劳等理化特性。一、表面反应层的去除表面反应层是影响钛铸件理化性能的主要因素,在钛铸件研磨抛光前,必须达到完全去除表面污染层,才能达到满意的抛光效果。通过喷砂后酸洗的方法可完全去除钛的表面反应层。1.喷砂:钛铸件的喷砂处理一般选用白刚玉粗喷较好,喷砂的压力要比非贵金属者较小,一般控制在。因为,喷射压力过大时,砂粒冲击钛表面产生激烈火花,温度升高可与钛表面发生反应,形成二次污染,影响表面质量。时间为15~30秒,*去除铸件表面的粘砂、表面烧结层和部分和氧化层即可。其余的表面反应层结构宜采用化学酸洗的方法快速去除。2.酸洗:酸洗能够快速完全去除表面反应层,而表面不会产生其他元素的污染。HF—HCl系和HF—HNO3系酸洗液都可用于钛的酸洗,但HF—HCl系酸洗液吸氢量较大,而HF—HNO3系酸洗液吸氢量小,可控制HNO3的浓度减少吸氢,并可对表面进行光亮处理,一般HF的浓度在3%~5%左右,HNO3的浓度在15%~30%左右为宜。二、铸造缺点的处理内部气孔和缩孔内部缺点:可等热静压技术(hotisostaticpressing)去除,但对义齿的精度会产生影响。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯.库存焊接冲压铸造弯头加工大概多少钱
专业批发 304不锈钢管 国标管备有大量现货.库存焊接冲压铸造弯头加工大概多少钱
1、导电良好,耐酸钛材料制造。与导电接触部分用比较好的紫铜板做的挂钩。2、能使电流自由地通过。不会因断面太小,电阴太大,产生过热而烧断钛挂具。3、钛挂具与零件接触面积小,但保证电流通过。接触点不产生局部过热,烧毁零件或挂具。4、厚度在、尺寸精度和光洁度较高的零件、硬质阳极氧化的零件、用通用挂具无法装挂的零件,为了保证产品质量和提高生产效率,都要根据零件的外形和阳极氧化的部位设计和制造**挂具,以保证零件阳极氧化质量。氧化钛挂具、钛碟安装使用时的注意事项:1、钛挂具底部离槽底的距离为150~200mm2、工作沉入电件液的浓度为距离件液面约40~60mm3、钛挂具与挂具面的距离为20~40mm4、挂具与槽壁要大于50mm5、手工操作能用的钛挂具的装载质量一般为1~3KG左右6、提杆位置应离于液面80mm以上应用承受整个挂具和工作重量的机械强度7、主杆、支杆都起承驼工作的重量和传递电流的作用应有足够的机械强度和导电截积8、可根据客户需要定做钛挂具、钛碟、钛螺丝。库存焊接冲压铸造弯头加工大概多少钱