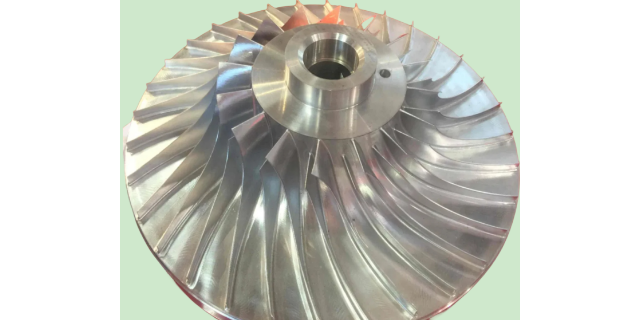
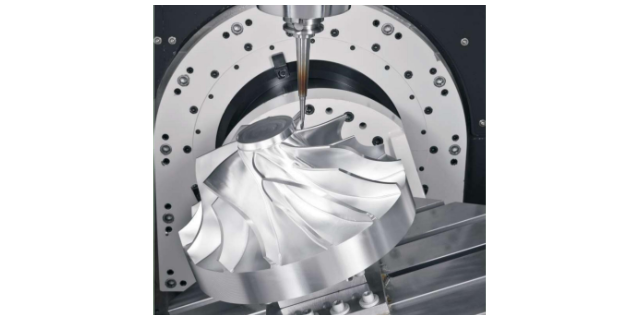
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
大型卧式加工中心普遍应用于航空、航天、汽车、模具、电子、精密机械等领域,具有以下主要应用——复杂零件的加工:大型卧式加工中心具有高精度、高刚性和高自动化的特点,可以满足复杂零件的高精度加工需求。大批量零件的生产:大型卧式加工中心的高效率和高自动化特点,使其成为大批量零件生产的理想设备。模具制造:大型卧式加工中心在模具制造领域具有普遍的应用,可以实现复杂模具的高精度加工和快速制造。精密零件的加工:大型卧式加工中心的高精度和高刚性特点,使其成为精密零件加工的理想设备。卧式加工中心的主轴通常采用高速电主轴,具有较高的转速和较大的扭矩,能够满足各种加工需求。海南自动化卧式加工中心
卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数控系统对数控程序进行处理,生成相应的控制信号。伺服驱动:伺服电机根据数控系统的控制信号,驱动工作台、主轴等部件进行运动。切削加工:刀具在主轴的带动下,按照预定的刀具路径进行切削加工。切削过程中,数控系统实时监控刀具的使用状态和加工状态,确保加工质量和安全。工件卸夹:加工完成后,将工件从工作台上卸下,进行后续处理。海南自动化卧式加工中心卧式加工中心采用数控系统控制,具有极高的加工精度。
卧式加工中心具有很强的灵活性。首先,卧式加工中心可以根据不同的工件进行编程,实现多种加工工艺的切换。其次,卧式加工中心具有自动测量功能,可以实时监测加工过程中的尺寸和形状,确保加工精度。此外,卧式加工中心还可以根据需要添加各种附件,如自动上下料装置、自动清洗装置等,实现自动化生产。卧式加工中心在加工过程中,可以实现精确的切削参数控制,减少切削力和切削热,从而降低工件的变形和磨损。此外,卧式加工中心还可以实现高速切削,减少切削时间,降低能耗。通过这些技术手段,卧式加工中心可以有效地节省材料,降低生产成本。
高速卧式加工中心的灵活性主要体现在以下几个方面——刀具更换:高速卧式加工中心可以根据不同的加工要求,更换不同类型的刀具,如钻头、铣刀、切削刀等,实现了一机多用。工艺调整:高速卧式加工中心的数控系统可以实现对加工工艺的调整,如切削速度、进给速度、切削深度等参数的调整,满足了不同零件的加工要求。程序存储:高速卧式加工中心的数控系统可以实现对加工程序的存储,方便了批量生产和工艺调整。高速卧式加工中心的环保性主要体现在以下几个方面——节能:高速卧式加工中心的主轴采用高效率的电机和变频技术,可以实现对功率的精确控制,降低了能耗。低噪音:高速卧式加工中心的机床结构采用隔音设计,可以有效降低机床运行过程中产生的噪音。低污染:高速卧式加工中心的切削液采用封闭式循环系统,可以有效减少切削液的消耗和环境污染。卧式加工中心具有高速、高精度、高自动化程度等特点。
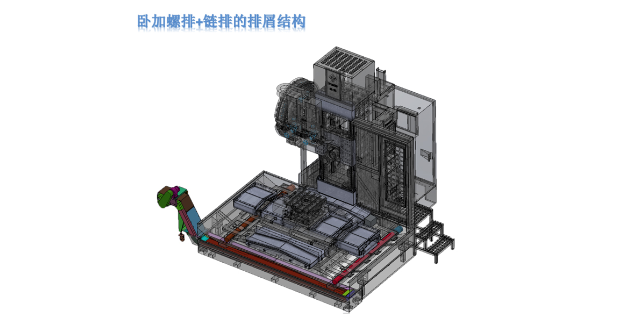
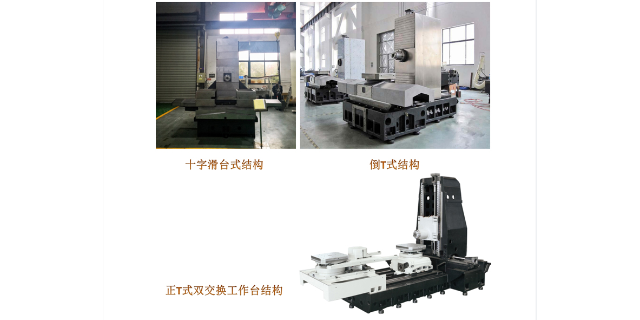
卧式加工中心的结构特点——床身:床身是卧式加工中心的基础部件,主要用于支撑和固定其他部件。床身通常采用铸铁材料,具有良好的刚性和稳定性。床身上设有导轨,用于支撑工作台的运动。工作台:工作台是卧式加工中心的主要承载部件,主要用于安装工件和夹具。工作台通常采用铸铁材料,具有较高的刚性和热稳定性。工作台上设有T型槽,用于固定工件和夹具。主轴箱:主轴箱是卧式加工中心的主要部件,主要用于安装主轴和传动装置。主轴箱通常采用铸铁材料,具有较高的刚性和稳定性。主轴箱上设有主轴,用于安装刀具进行切削加工。卧式加工中心是一种高效、高精度的数控机床,主要用于各种复杂零件的加工。辽宁十字卧式加工中心
卧式加工中心的数控系统通常采用先进的CNC控制系统,可以实现对机床的全自动化控制。海南自动化卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。海南自动化卧式加工中心
与卧式加工中心相关的文章
上海交换台卧式加工中心
- 南宁交换台卧式加工中心 2025-12-13
- 上海节能卧式加工中心 2025-12-13
- 辽宁高速卧式加工中心 2025-12-13
- 西藏小型卧式加工中心 2025-12-13
- 长春大型卧式加工中心 2025-12-13
- 哈尔滨环保卧式加工中心 2025-12-13
- 湖南小型卧式加工中心 2025-12-13
- 河南专业卧式加工中心 2025-12-13
- 江西四轴卧式加工中心 2025-12-13
- 拉萨组合加工中心 2025-12-13
- 沈阳多功能卧式加工中心 2025-12-13
- 河南高效率卧式加工中心 2025-12-13
与卧式加工中心相关的产品

与卧式加工中心相关的新闻
-
济南双工位卧式加工中心 2025-12-12 13:10:41自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化...
-
合肥大型卧式加工中心 2025-12-12 14:01:54卧式加工中心凭借其强大的加工能力与灵活的适配性,广泛应用于多个行业的重要零部件加工。在机械制造行业,可用于加工各类箱体、齿轮箱、机床床身等关键部件;在汽车工业中,能够加工发动机缸体、变速箱壳体、底盘支架等汽车重要零部件,满足汽车行业大批量、高精度的生产需求;在航空航天领域,可处理航空发动机叶片、机身...
-
河北交换台卧式加工中心 2025-12-12 00:12:06卧式加工中心凭借其高精度、高效率、高稳定性等特点,普遍应用于各个领域,如航空、航天、汽车、模具、电子、医疗等。以下是卧式加工中心的一些典型应用——零件加工:卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。模具制造:卧式加工中心可以实现模具的快速制造,缩短模具制造周...
-
西藏高精度卧式加工中心 2025-12-12 09:01:47卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数...
与卧式加工中心相关的问题
新闻资讯
产品推荐
-
甘肃高速五轴联动加工机
2026-01-15 -
福州复合五轴联动加工机
2026-01-15 -
成都数控五轴联动加工机
2026-01-15 -

福州自动化五轴联动加工机
2026-01-15 -

贵州五轴联动加工机
2025-12-19 -

沈阳伺服五轴联动加工机
2025-12-18 -
湖南大型五轴联动加工机
2025-12-18 -

武汉电子五轴联动加工机
2025-12-18 -
兰州小型五轴联动加工机
2025-12-18