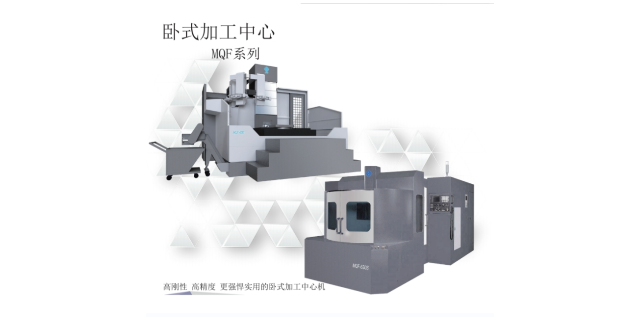
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
传统的卧式加工中心冷却系统通常采用油雾冷却方式,这种方式会产生大量的油雾污染环境。而卧式加工中心的冷却系统采用喷射冷却液的方式,可以有效减少油雾的产生,降低环境污染。同时,喷射冷却液的方式还可以实现精确控制冷却液的流量和压力,从而实现节能环保的目的。卧式加工中心的冷却系统采用喷射冷却液的方式,结构简单,易于维护。在使用过程中,只需定期更换冷却液和清洗喷嘴即可。而传统的油雾冷却方式需要定期更换油雾分离器和油雾过滤器,维护成本较高。因此,卧式加工中心的冷却系统具有较低的维护成本和较高的可靠性。卧式加工中心的数控系统具有节能功能,可以根据实际加工需求调整机床的工作状态。南宁交换台卧式加工中心
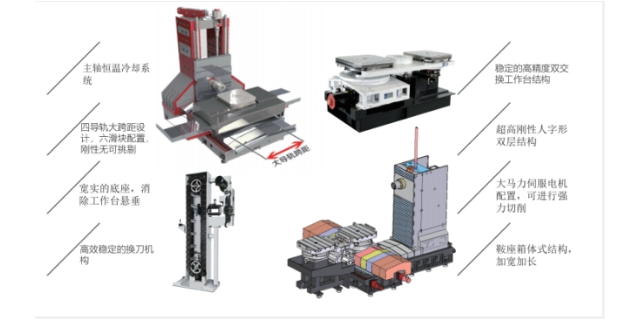
精度稳定性是卧式加工中心的核心竞争力之一。其关键部件如主轴、导轨、滚珠丝杠等均采用高精度制造工艺,配合先进的数控系统,能够实现微米级的运动控制。主轴采用高精度轴承支撑,转速平稳,刚性强,在高速切削与低速重载加工中均能保持稳定的旋转精度,有效减少切削振动对加工表面质量的影响。导轨采用高精度线性导轨或滑动导轨,运动阻力小、定位精度高,配合预紧处理,能够消除间隙,确保工作台与刀具的运动轨迹准确无误。此外,自动换刀系统的换刀精度高,换刀过程平稳快速,避免了人工换刀带来的定位偏差,进一步保证了多工序加工的精度一致性。在长期连续加工过程中,卧式加工中心的温度控制系统能够有效抑制设备温升,减少热变形对精度的影响,让每一批次的零件加工都能保持稳定的精度水平,满足精密机械、航空航天等行业对高精度零件的严苛要求。太原小型卧式加工中心卧式加工中心是一种高效、高精度的数控机床,主要用于各种复杂零件的加工。
多工位卧式加工中心具有节能环保的优点。在加工过程中,多工位卧式加工中心采用了高效节能的主轴、电机等部件,降低了能耗。同时,多工位卧式加工中心的自动润滑、自动排屑等功能,可以减少润滑油、切削液等的使用量,降低了环境污染。此外,多工位卧式加工中心的高效加工性能,可以减少切削过程中的热量产生,降低了机床的热负荷,有利于机床的稳定运行。多工位卧式加工中心具有灵活性高的优点。多工位卧式加工中心采用了模块化设计,可以根据不同的加工工艺和生产需求,灵活配置不同的功能模块。同时,多工位卧式加工中心的数控系统具有强大的编程能力,可以实现复杂曲面、曲线等零件的加工,满足了各种复杂零件的加工需求。此外,多工位卧式加工中心的自动测量、自动补偿等功能,可以根据零件的实际尺寸和形状进行实时调整,保证了零件的加工精度和质量。
卧式加工中心的主轴水平布置设计,为排屑提供了天然的便利条件。加工过程中产生的切屑在重力作用下,能够自然脱落至工作台下方的排屑槽内,无需额外借助复杂的排屑装置即可实现高效排屑。这种自然排屑方式,避免了切屑在工件表面、刀具周围或工作台缝隙中堆积,减少了切屑对加工表面的划伤、对刀具的磨损以及对加工精度的干扰。尤其在高切削量、长时间连续加工场景中,顺畅的排屑能够有效防止切屑缠绕刀具或堵塞加工区域,降低因排屑不畅导致的加工中断风险,保障生产的连续性。同时,排屑的便捷性也减少了人工清理切屑的频率,降低了操作人员的劳动强度,保持了加工环境的整洁有序,为自动化连续生产奠定了良好基础。高效卧式加工中心采用了高速切削技术,提高了加工效率。
卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数控系统对数控程序进行处理,生成相应的控制信号。伺服驱动:伺服电机根据数控系统的控制信号,驱动工作台、主轴等部件进行运动。切削加工:刀具在主轴的带动下,按照预定的刀具路径进行切削加工。切削过程中,数控系统实时监控刀具的使用状态和加工状态,确保加工质量和安全。工件卸夹:加工完成后,将工件从工作台上卸下,进行后续处理。工作台是卧式加工中心的主要承载部件,主要用于安装工件和夹具。江苏交换台卧式加工中心
卧式加工中心可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。南宁交换台卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。南宁交换台卧式加工中心
与卧式加工中心相关的文章
上海交换台卧式加工中心
- 南宁交换台卧式加工中心 2025-12-13
- 上海节能卧式加工中心 2025-12-13
- 辽宁高速卧式加工中心 2025-12-13
- 西藏小型卧式加工中心 2025-12-13
- 长春大型卧式加工中心 2025-12-13
- 哈尔滨环保卧式加工中心 2025-12-13
- 湖南小型卧式加工中心 2025-12-13
- 河南专业卧式加工中心 2025-12-13
- 江西四轴卧式加工中心 2025-12-13
- 拉萨组合加工中心 2025-12-13
- 沈阳多功能卧式加工中心 2025-12-13
- 河南高效率卧式加工中心 2025-12-13
与卧式加工中心相关的产品

与卧式加工中心相关的新闻
-
济南双工位卧式加工中心 2025-12-12 13:10:41自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化...
-
合肥大型卧式加工中心 2025-12-12 14:01:54卧式加工中心凭借其强大的加工能力与灵活的适配性,广泛应用于多个行业的重要零部件加工。在机械制造行业,可用于加工各类箱体、齿轮箱、机床床身等关键部件;在汽车工业中,能够加工发动机缸体、变速箱壳体、底盘支架等汽车重要零部件,满足汽车行业大批量、高精度的生产需求;在航空航天领域,可处理航空发动机叶片、机身...
-
河北交换台卧式加工中心 2025-12-12 00:12:06卧式加工中心凭借其高精度、高效率、高稳定性等特点,普遍应用于各个领域,如航空、航天、汽车、模具、电子、医疗等。以下是卧式加工中心的一些典型应用——零件加工:卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。模具制造:卧式加工中心可以实现模具的快速制造,缩短模具制造周...
-
西藏高精度卧式加工中心 2025-12-12 09:01:47卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数...
与卧式加工中心相关的问题
新闻资讯
产品推荐
-
甘肃高速五轴联动加工机
2026-01-15 -
福州复合五轴联动加工机
2026-01-15 -
成都数控五轴联动加工机
2026-01-15 -

福州自动化五轴联动加工机
2026-01-15 -

贵州五轴联动加工机
2025-12-19 -

沈阳伺服五轴联动加工机
2025-12-18 -
湖南大型五轴联动加工机
2025-12-18 -

武汉电子五轴联动加工机
2025-12-18 -
兰州小型五轴联动加工机
2025-12-18