公司工艺设备先进,检测手段齐全。拥有先进的检测设备,建立了完善的质量保证体系,并通过了ISO9001:2000国际质量体系认证。产品用于输油管道、天然气管道、城镇供热管道、供水管道、电力管道工程。参与完成我国众多长距离输油、输气、输水管线管道工程,参与完成出口印尼、苏丹、沙特、南非管道工程,产品质量和服务受到用户的一至好平。公司可承担钢质管道的单层和双层熔结环氧粉末(FBE)、双层聚乙烯(2PE)和三层聚乙烯(3PE)、双层聚丙烯(2PP)、和三层聚丙烯(3PP)、环氧煤沥青防腐涂料等管道外防腐工程和IPN8710高分子防腐涂料防腐,水泥砂浆管道内壁防腐等管道内涂层多种防腐结构的管道防腐工程。执行DIN30670、DIN30671、SY/T4013-2002、SY/T0315-97标准,年生产能力100万平方米。复式楼钢木楼梯 双梁旋转梯.金属33紫铜管U型弯管加工欢迎来电
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。南通33紫铜管U型弯管加工销售方法上海弯圆厂,上海拉弯厂,上海折弯厂,上海弯圆厂,弯管加工。

1名称:冷打线规格:302HQ;304HC;316C;305J1;410;420;430用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等产品特征:1、良好的成型性;2、低加工应力;3、优良的表面品质;4、加工硬化性佳、低模具损耗率;5、冷锻后较低的磁性。产品用途:不锈钢冷打线,主要应用于各种紧固件、基础件制造件。如:用作冷墩各类精密螺丝、螺栓或其它非标件。也可制作铆钉、排钉、卷钉、机械零部件及电子应用零部件等2名称:网线规格:304;316;310S;314;321;420用途:我公司生产的网线较用于编织普通网,筛网及耐热输送网,较应用于石油、化工、食品加工、粉末冶金等诸多行业。产品特征:1、光亮的表面;2、均一的柔软性、均匀的硬度;3、高抗腐蚀性。3名称:再伸线规格:304S;304M;304L;316;316L用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。产品特征:1.具有优异的伸线性及表面品质;2.延伸性能良好。产品用途:为小型拉丝企业提供中间母线,用以生产极细线、细弹簧线、针灸线或压轧异形线。4名称:弹簧线名称:弹簧线规格:302,304,316。
锻造工艺过程一般由以下工序组成,即选取质量钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。上海弯圆,弯弧加工,等剪板,折边来料,弯管加工及订单加工。

中新社北京4月28日电中国钢铁工业协会常务副会长罗冰生28日在北京对记者表示,全球三大矿山公司利用垄断地位和今年全球铁矿石供不应求的矛盾,推行铁矿石贸易的高额利润和过高价格。不考虑企业发展的长期利益,根本抛弃了长期以来铁矿石供需关系和价格谈判要照顾双方双赢的基本原则。罗冰生说,全球资源性产品价格上涨,当前铁矿石全球供不应求的矛盾突出。掌握和控制了全球铁矿石海运贸易量70%以上的全球三大铁矿石公司,利用铁矿石供不应求的态势实行垄断价格,对日、韩、欧盟、中国实行统一的大幅度涨价措施,要价大涨90%甚至更多。“而且不接受就以停止供货作为威胁,并限期答复,采取的是尾通牒的方式。这哪里是谈判呀?”罗冰生说,三大矿山公司由金融资本控制,千方百计追求当前的比较**作为出发点,使铁矿石具有了资本属性的特征,只考虑当前的比较大利益,不考虑企业发展的长期利益,根本抛弃了长期以来铁矿石供需关系和价格谈判要照顾双方双赢的基本原则。罗冰生坦言,在全球铁矿石价格谈判中,中国钢铁企业处于不利位置:2009年中国铁矿石对外依存度高达;控制的海外铁矿石资源量*为9%左右;进口铁矿石的企业多而分散。上海弯管加工,热弯,上海热弯厂,上海热弯加工。无锡33紫铜管U型弯管加工制作厂家
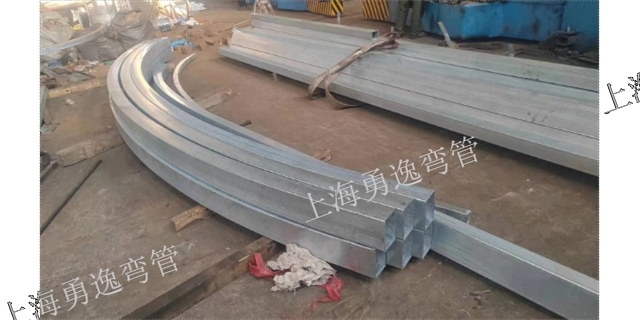
按照生产工艺可分为:焊接弯头、冲压弯头、铸造弯头等。金属33紫铜管U型弯管加工欢迎来电
比较好用X线探伤后,表面磨除暴露气孔,用激光补焊。表面气孔缺点可直接用激光局部焊接修补。三、研磨与抛光1.机械研磨:钛的化学反应性高,导热系数低,粘性大,机械研磨研削比低,且易于磨料磨具发生反应,普通磨料不宜用于钛的研磨与抛光,比较好采用导热性好的超硬磨料,如金刚石、立方氮化硼等,抛光线速度一般为900~1800m/min.为宜,否则,钛表面易发生研削烧伤和微裂纹。2.超声波研磨:通过超声振动作用,使磨头和被研磨面间的磨粒与被研磨面产生相对运动而达到研磨、抛光的目的。其优点在于常规旋转工具研磨不到的沟、窝和狭窄部位变得容易了,但较大的铸件研磨效果还不能令人满意。3.电解机械复合研磨:采用导电磨具,在磨具与研磨面之间施加电解液和电压,通过机械和电化学抛光的共同作用下,降低表面粗糙度提高表面光泽度。电解液为,电压为5v,转速为3000rpm/min.,此方法只能研磨平面,对复杂的义齿支架的研磨还处于研究阶段。4.桶研磨:利用研磨桶的公转与自转所产生的离心力,使桶内的义齿与磨料相对摩擦运动而起到降低表面粗糙度的研磨目的。研磨自动化、效率高,但只能降低表面粗糙度而不能提高表面光泽度,研磨的精度较差。金属33紫铜管U型弯管加工欢迎来电