- 品牌
- 西门子,施耐德,ABB,欧姆龙,LS,奥托尼克斯,富士等
- 结构形式
- 模块式
- LD指令处理器
- 软PLC
- 型号
- 齐全
4.PLC的软件系统**PLC的软件系统主要包括系统软件和应用软件两部分。系统软件负责控制PLC的基本操作,如循环扫描、输入输出处理等;应用软件则是由用户编写的控制程序,用于实现特定的控制逻辑。**5.PLC的编程语言**PLC支持多种编程语言,如梯形图(LD)、功能块图(FBD)、结构化文本(ST)、指令表(IL)等。这些编程语言各有特点,适用于不同的控制需求和编程风格。其中,梯形图是**常用的一种编程语言,它直观易懂,便于初学者学习掌握。**6.PLC的选型和配置**在选择和配置PLC时,需要考虑控制任务的复杂性、输入输出点数、通信需求、环境条件等因素。一般来说,应选择性能稳定、可靠性高、易于维护的PLC产品,并根据实际需求合理配置输入输出点数和通信接口等。模块控制器PLC问世以来,在自动化机电、计算机、工控设备、智能机器人等领域发挥重大作用。6ES7223-1BF22-0XA0

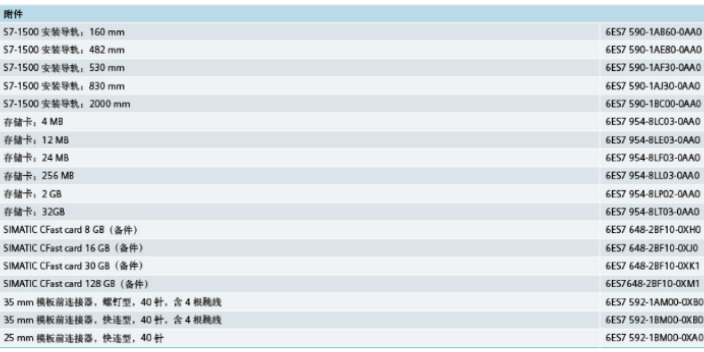
SIMATICS7-1500是一个模块化控制系统,适用于离散自动化领域内的各种自动化应用。模块化、无风扇设计、易于实现分布式结构以及方便的操作,使得SIMATICS7-1500成为中、低端应用中各种不同任务的经济、用户友好的解决方案。SIMATICS7-1500的应用领域包括:•特殊机械•纺织机械•包装机械•通用机械工程•控制器制造•机床制造•安装系统•电气与电子工业及相关产业。•汽车•水/污水•食品与饮料提供了具有不同性能水平的多种CPU以及一个包含许多便利功能的模块系列。故障安全CPU便于在故障安全应用中使用。由于具有模块化的设计,用户可以采用其应用所需的模块。任务扩展时,可通过使用附加模块随时对控制器进行升级。SIMATICS7-1500具有较高的电磁兼容性、抗冲击性及抗振性,工业强度高,可实现通用。设计概述S7-1500自动化系统具有模块化的结构,可包含多32个模块。它拥有丰富的模块,这些模块可进行各种组合。S7-1500自动化系统支持单层配置,其中的所有模块均安装在一个DIN导轨上(请参见手册以了解要求)。6ES7954-8LL02-0AA0高可靠性是电气控制设备需要的关键性能,而PLC可编程控制的可靠性高,抗干扰能力相较于其他设备更加强大。

在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据数据采集。传统上,这些功能是通过气动或电气控制系统来实现的。1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,***采用程序化的手段应用于电气控制,这就是***代可编程序控制器,称ProgrammableLogicController(PLC),现在,仍常常将PLC简称PC。高可靠性是电气控制设备的关键性能。使用PLC进行安全控制。PLC用软件代替大量的中间继电器和时间继电器,*剩下与输入和输出有关的少量硬件,接线可减少到继电器控制系统的10%-1%,因触点接触不良造成的故障大为减少。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采取了先进的抗干扰技术,具有很高的可靠性。同时在部分外部信号点的输入也需要插入继电器,来保护PLC的输入输出点,达到高的安全等级。上世纪80年代至90年代中期,是PLC发展**快的时期,年增长率一直保持为30~40%,在这时期,PLC在处于模拟量能力、数字运算能力、人机接口能力和网络能力得到大幅度提高,
(一)小型PLC小型PLC的I/O点数一般在128点以下,其特点是体积小、结构紧凑,整个硬件融为一体,除了开关量I/O以外,还可以连接模拟量I/O以及其他各种特殊功能模块。它能执行包括逻辑运算、计时、计数、算术运算、数据处理和传送、通讯联网以及各种应用指令。(二)中型PLC中型PLC采用模块化结构,其I/O点数一般在256~1024点之间。I/O的处理方式除了采用一般PLC通用的扫描处理方式外,还能采用直接处理方式,即在扫描用户程序的过程中,直接读输入,刷新输出。它能联接各种特殊功能模块,通讯联网功能更强,指令系统更丰富,内存容量更大,扫描速度更**)大型PLC一般I/O点数在1024点以上的称为大型PLC。大型PLC的软、硬件功能极强。具有极强的自诊断功能。通讯联网功能强,有各种通讯联网的模块,可以构成三级通讯网,实现工厂生产管理自动化。大型PLC还可以采用三CPU构成表决式系统,使机器的可靠性更高。 PLC可编程控制器实验台使用而设计的外接演示装置。

**可编程逻辑控制器(PLC)简介****1.PLC定义与功能**可编程逻辑控制器(ProgrammableLogicController,简称PLC)是一种专为工业环境设计的数字运算电子系统。它采用可编程的存储器,用于其内部存储程序,执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。PLC的**功能是实现自动化控制,提高生产效率,减少人工干预,并确保生产流程的稳定性和安全性。**2.PLC的工作原理**PLC的工作原理基于循环扫描的方式。在PLC的运行过程中,CPU会不断循环执行用户程序,具体步骤包括:输入采样、程序执行、输出刷新。在这个过程中,PLC会不断读取输入信号,执行用户编写的控制逻辑,并将结果输出到相应的执行机构,从而实现对设备的控制。**3.PLC的硬件组成**PLC的硬件主要包括**处理器(CPU)、存储器、输入/输出(I/O)接口、电源和通信接口等部分。其中,CPU负责执行控制逻辑;存储器用于存储用户程序和数据;I/O接口用于连接外部的输入设备和执行机构;电源为PLC提供稳定的工作电压;通信接口则用于实现PLC与其他设备或系统的数据交换。 目前,大多数模块控制器PLC仍采用继电控制形式的“梯形图编程方式”。6ES7212-1AE40-0XB0
用模块控制器PLC可以构成监控系统,进行数据采集和处理、控制生产过程。6ES7223-1BF22-0XA0
6.设计、施工、调试周期短——用继电器—接触器控制完成一项控制工程,必须首先按工艺要求画出电气原理图,然后画出继电器屏(柜)的布置和接线图等,进行安装调试,以后修改起来十分不便。而采用PLC控制,由于其靠软件实现控制,硬件线路非常简洁,并为模块化积木式结构,且已商品化,故*需按性能、容量(输入输出点数、内存大小)等选用组装,而大量具体的程序编制工作也可在PLC到货前进行,因而缩短了设计周期,使设计和施工可同时进行。 由于用软件编程取代了硬接线实现控制功能,**减轻了繁重的安装接线工作,缩短了施工周期。PLC是通过程序完成控制任务的,采用了方便用户的工业编程语言,且都具有强制和仿真的功能,故程序的设计、修改和调试都很方便,这样可**缩短设计和投运周期。6ES7223-1BF22-0XA0

它来自美国的汽车工业。生产汽车的PLC、控制、定序、安全联锁逻辑主要由继电器、凸轮定时器、鼓式定序器、闭环控制器组成。由于这些设备可以在数百甚至数千的范围内进行,因此,为每年的模型转换更新这些设施的过程非常耗时和昂贵,因为电工需要对继电器进行单独的重新连接,以改变其操作特性。当数字计算机成为可用的通用可编程设备时,它们很快被应用于工业过程中的顺序和组合逻辑。然而,这些早期的计算机需要专业的编程人员和严格的环境控制来控制温度、清洁度和电能质量。为了应对这些挑战,PLC开发了几个关键的属性。它将容忍车间的环境,它将支持离散(位形式)的输入和输出,以易于扩展的方式,它不需要多年的培训使用...
- 6ES7222-1HF32-0XB0模块控制器 2024-12-05
- 6ES7135-4FB52-0AB0 2024-10-11
- 6ES7223-1PL32-0XB0模块控制器 2024-10-10
- 6ES7522-5HH00-0AB0 2024-10-10
- 6ES7901-3CB30-0XA0 2024-10-10
- 6ES7151-1AA05-0AA4模块控制器 2024-10-10
- 6ES7322-1CF00-0AA0 2024-10-10
- 6ES7135-4MB02-0AB0 2024-10-09
- 6ES7231-7PB22-0XA0 2024-10-09
- 6ES7134-4GB62-0AB0模块控制器 2024-10-09



- 6ES7288-1CR30-0AA1模块控制器 2024-10-09
- 6ES7132-4HB50-0AB0 2024-10-09
- 6ES7222-1BD30-0XB0 2024-10-09
- 6ES7141-4BF00-0AB0模块控制器 2024-10-09
- 6ES7131-4RD02-0AB0 2024-10-09
- 6ES7288-7DP01-0AA0模块控制器 2024-10-09





- 无锡订做警示灯蓝色 12-12
- 苏州继电器3UG4512-1BR20 12-12
- 黄浦区订做控制箱控制箱箱体上需开孔或带孔 12-12
- 上海热继电器X.R系列继电器价格实惠 12-12
- 上海上海二工限位开关ALS1 PF E1 12-12
- 宝山区制造继电器3UG4617-1CR20 12-12
- 南京销售西门子CPU通讯模块6ES7322-1BH01-0AA0 12-12
- 江苏供应AD16系列信号指示灯价格实惠 12-12
- 苏州订做警示灯不发声 12-12
- 上海模块连接器6ES7532-5HD00-0AB0 12-12