卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
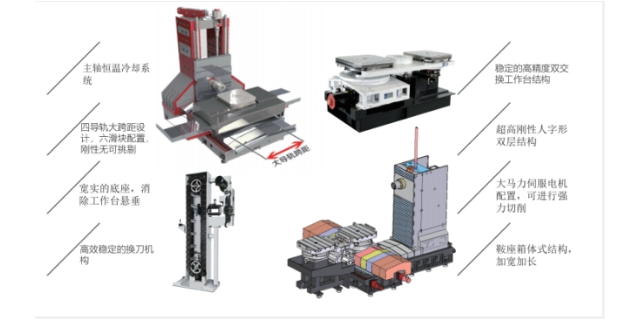
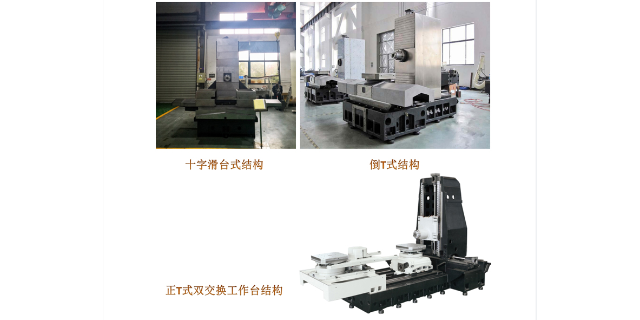
大型卧式加工中心是一种采用卧式布局的数控机床,主要由床身、工作台、主轴箱、刀库、数控系统等部分组成。床身:床身是大型卧式加工中心的基础部件,主要用于支撑和固定其他部件。床身通常采用强度高的铸铁材料制成,具有良好的刚性和抗震性。工作台:工作台是大型卧式加工中心的主要承载部件,用于安装工件和夹具。工作台通常采用高精度的滑动导轨结构,确保工件在加工过程中的稳定和精确。主轴箱:主轴箱是大型卧式加工中心的主轴部件,主要用于安装主轴和驱动主轴旋转。主轴箱通常采用高速电主轴,具有高转速、大功率和高刚性的特点。刀库:刀库是大型卧式加工中心的刀具存储部件,用于存放各种刀具。刀库通常采用自动换刀系统,实现快速、准确的换刀操作。数控系统:数控系统是大型卧式加工中心的主要部件,用于控制机床的运动和加工过程。数控系统通常采用高性能的计算机控制系统,实现对机床的高速、高精度控制。数控系统是卧式加工中心的控制组件,主要用于控制机床的运动和加工工艺。杭州组合加工中心
卧式加工中心主要由床身、主轴箱、工作台、立柱、刀库、数控系统等部分组成。床身:床身是卧式加工中心的基础部件,主要用于支撑和固定各个部件。床身通常采用铸铁材料,通过铸造或焊接工艺制成。床身上的导轨用于支撑工作台和主轴箱的移动。主轴箱:主轴箱是卧式加工中心的主轴部件,主要用于安装主轴和主轴电机。主轴箱内部有主轴轴承和主轴传动装置,用于支撑主轴并实现主轴的高速旋转。工作台:工作台是卧式加工中心的主要加工部件,主要用于固定工件和夹具。工作台可以通过液压、气动或电动方式实现X、Y、Z三个方向的移动。立柱:立柱是卧式加工中心的支撑部件,主要用于支撑主轴箱和刀库。立柱内部有导轨和丝杠,用于支撑主轴箱的垂直移动。杭州组合加工中心卧式加工中心主要由床身、主轴箱、工作台、立柱、刀库、数控系统等部分组成。
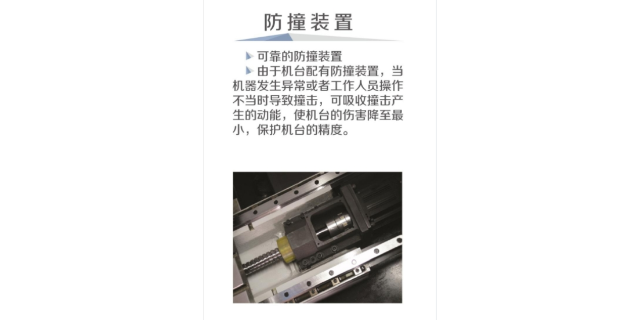
卧式加工中心采用数控系统控制,具有极高的加工精度。数控系统可以根据编程指令自动调整刀具的位置和速度,实现对工件的精确加工。此外,卧式加工中心还具有自动换刀功能,可以快速更换刀具,减少加工过程中的误差。通过这些技术手段,卧式加工中心的加工精度远高于传统的普通机床。卧式加工中心具有很高的生产效率。一方面,数控系统可以实现多轴联动,一次装夹即可完成多个面的加工,提高了加工效率。另一方面,卧式加工中心具有自动换刀功能,可以减少换刀时间,提高加工效率。此外,卧式加工中心还可以实现无人化操作,减少人工干预,进一步提高生产效率。
钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。卧式加工中心的数控系统通常采用先进的CNC控制系统,可以实现对机床的全自动化控制。
卧式加工中心切削液的选择原则——根据加工材料选择:不同的加工材料对切削液的要求不同。例如,对于钢件加工,可以选择乳化液或油性切削液;对于铝合金加工,可以选择水性切削液;对于铜合金加工,可以选择含有硫、氯等添加剂的切削液。根据加工方式选择:不同的加工方式对切削液的要求也不同。例如,对于高速铣削,可以选择低粘度的切削液;对于低速铣削,可以选择高粘度的切削液;对于钻孔加工,可以选择含有极压添加剂的切削液。根据刀具材料选择:不同的刀具材料对切削液的适应性不同。例如,对于硬质合金刀具,可以选择含有硫、氯等添加剂的切削液;对于高速钢刀具,可以选择含有抗磨剂的切削液。根据环境保护要求选择:在选择切削液时,还需要考虑环境保护要求。例如,对于有环保要求的场合,可以选择无污染、低毒性的水性切削液。卧式加工中心的高加工精度和高效率,有利于提高产品的质量和生产效率。拉萨模具卧式加工中心
床身是卧式加工中心的基础部件,主要用于支撑和固定其他部件。杭州组合加工中心
卧式加工中心的主要切削方式有哪些?铣削是卧式加工中心较常用的切削方式之一,主要用于加工平面、曲面和槽等。铣削可以分为顺铣和逆铣两种方式。顺铣:顺铣是指刀具旋转方向与工件进给方向相同的铣削方式。顺铣的优点是切削力较小,工件表面质量好,刀具磨损较慢。但是,顺铣时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。逆铣:逆铣是指刀具旋转方向与工件进给方向相反的铣削方式。逆铣的优点是切削力较大,有利于提高加工效率。但是,逆铣时产生的热量较小,容易使工件表面质量变差,刀具磨损较快。杭州组合加工中心
与卧式加工中心相关的文章
上海交换台卧式加工中心
- 南宁交换台卧式加工中心 2025-12-13
- 上海节能卧式加工中心 2025-12-13
- 辽宁高速卧式加工中心 2025-12-13
- 西藏小型卧式加工中心 2025-12-13
- 长春大型卧式加工中心 2025-12-13
- 哈尔滨环保卧式加工中心 2025-12-13
- 湖南小型卧式加工中心 2025-12-13
- 河南专业卧式加工中心 2025-12-13
- 江西四轴卧式加工中心 2025-12-13
- 拉萨组合加工中心 2025-12-13
- 沈阳多功能卧式加工中心 2025-12-13
- 河南高效率卧式加工中心 2025-12-13
与卧式加工中心相关的产品

与卧式加工中心相关的新闻
-
济南双工位卧式加工中心 2025-12-12 13:10:41自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化...
-
合肥大型卧式加工中心 2025-12-12 14:01:54卧式加工中心凭借其强大的加工能力与灵活的适配性,广泛应用于多个行业的重要零部件加工。在机械制造行业,可用于加工各类箱体、齿轮箱、机床床身等关键部件;在汽车工业中,能够加工发动机缸体、变速箱壳体、底盘支架等汽车重要零部件,满足汽车行业大批量、高精度的生产需求;在航空航天领域,可处理航空发动机叶片、机身...
-
河北交换台卧式加工中心 2025-12-12 00:12:06卧式加工中心凭借其高精度、高效率、高稳定性等特点,普遍应用于各个领域,如航空、航天、汽车、模具、电子、医疗等。以下是卧式加工中心的一些典型应用——零件加工:卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。模具制造:卧式加工中心可以实现模具的快速制造,缩短模具制造周...
-
西藏高精度卧式加工中心 2025-12-12 09:01:47卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数...
与卧式加工中心相关的问题
新闻资讯
产品推荐
-
甘肃高速五轴联动加工机
2026-01-15 -
福州复合五轴联动加工机
2026-01-15 -
成都数控五轴联动加工机
2026-01-15 -

福州自动化五轴联动加工机
2026-01-15 -

贵州五轴联动加工机
2025-12-19 -

沈阳伺服五轴联动加工机
2025-12-18 -
湖南大型五轴联动加工机
2025-12-18 -

武汉电子五轴联动加工机
2025-12-18 -
兰州小型五轴联动加工机
2025-12-18