- 品牌
- NSK,NTN,IBC,KBS,HRB,SYI,IKO,ZW
- 型号
- 6002ZZ
- 用途
- 风力发电机轴承,铁路轴承,仪器仪表轴承,汽车轴承,医疗器械轴承,水利工程轴承,绝缘轴承,精密机械轴承,通用轴承,轧机轴承,万向节轴承
- 材质
- 粉末冶金材料,轴承钢,铜合金,合金钢,不锈钢,铸铁,陶瓷,碳钢
- 制式类型
- 公制轴承,英制轴承
- 尺寸标准
- 标准轴承,非标轴承
- 滚动体列数
- 单列轴承,双列轴承,多列轴承
- 组件能否分离
- 可分离轴承,不可分离轴承
- 能否调心
- 调心轴承,非调心轴承
- 使用特性
- 耐腐蚀,低温,真空,高温,高速,防磁
- 滚道类型
- 直线滚道,凸度滚道,球面滚道,深沟滚道
- 保持架及其材料
- J钢板冲压,陶瓷合金,球墨铸铁,粉末冶金,玻璃纤维,石墨钢
- 滚动体类型
- 球面滚子,圆锥滚子,圆柱滚子,滚针
- 样品或现货
- 样品,现货
(1) 检查轴承座内径尺寸对于剖分式轴承座,需在无轴承状态下正确装配轴承座,测量安装轴承部位的轴承座内径尺寸,确认尺寸是否合格。测量位置如图 1.24(a) 所示。测量器具用内径千分尺。(2) 检查轴承座内径表面观察待安装轴承的轴承座内径表面,查看有无刮伤、压痕、锈蚀或阶状磨损。• 有刮伤、压痕时用油石、砂纸把边棱部磨光滑。• 有锈蚀时用油石、砂纸等除锈并把表面磨光滑。• 有阶状磨损时(图 1.25)测量轴承座内径尺寸后,判断能否修正。此时,如果轴承座内径尺寸的测量值在其公差范围内,则用油石、砂纸将产生阶状磨损的边棱磨光滑后再使用。• 阶状磨损严重时用电镀或热喷镀的方法修理,达到标准轴承座尺寸后再使用。• 有台阶差时剖分式轴承座的结合部易产生台阶差,应确认是否有台阶差产生。若在变形轴承下部测量游隙,测得的数值可能大于实际游隙。浙江NSK2308滚动轴承单价
新研发的防轻微擦伤型调心滚子轴承在滚子的滚动接触面采用了NSK 自行研发的 DLC* 涂层(NSK DLC 涂层)处理,其能够提升耐久性。* DLC :以碳为主要成分的硬化涂层(类金刚石镀膜)在造纸机械轻载荷部位或者润滑不良部位所用轴承中,很容易会因为内外圈滚道面与滚子表面发生打滑而导致轻微擦伤。因此,该产品在滚动体表面做了一层 DLC 涂层,能有效地避免因打滑而导致的轻微擦伤现象。内径尺寸 80mm~240mm< 应用 >・挤压工艺中真空辊用内侧轴承・压光工艺中软压光辊用轴承浙江NSK17TAC47BDDGSUC10PN01滚动轴承重量轴承安装到轴承座时,多采用间隙配合。

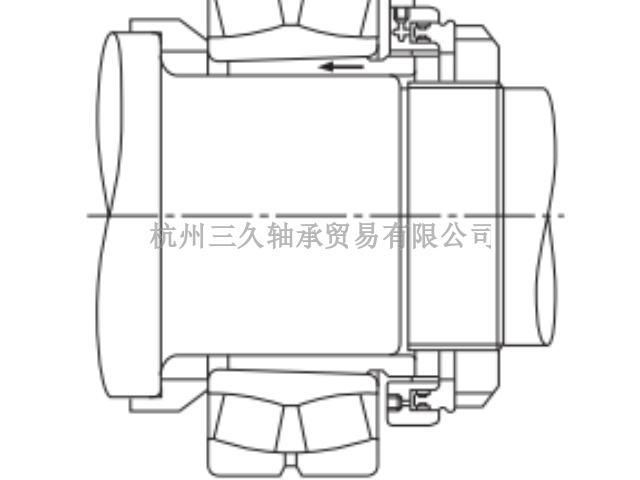
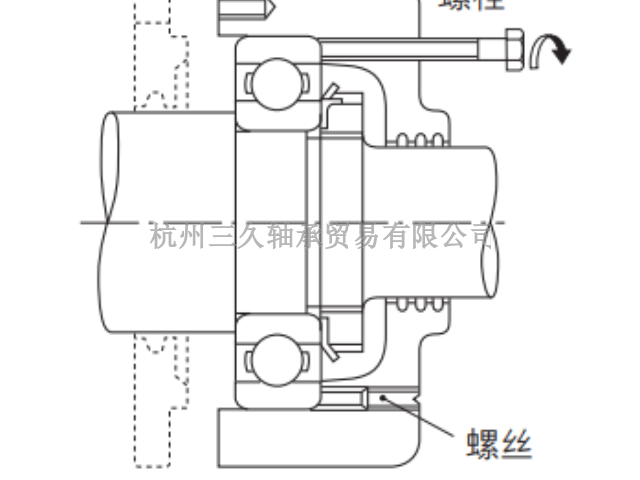
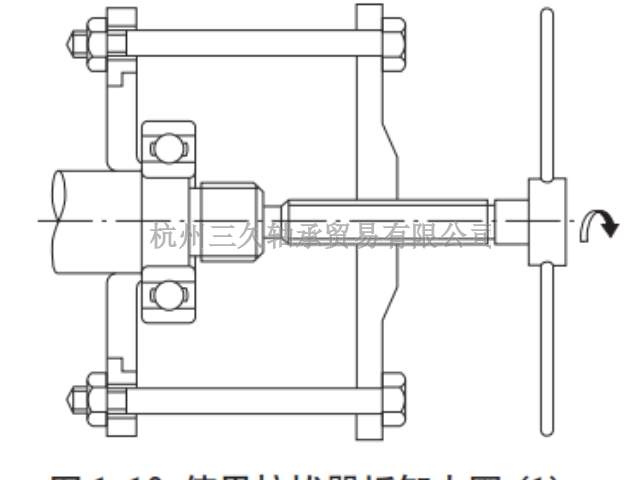
拆卸较小型的带紧定套轴承,用紧固于轴上的挡块支撑内圈,将螺母拧松后,垫上垫块,然后如图 1.18 所示,用榔头敲打衬套拆卸。图 1.16 所示为通过锁紧拆卸螺母卸除退卸套筒的作业。作业困难的情况下,如图 1.17 所示,可以通过钻孔或攻丝在螺母上设置多个螺栓孔,依靠拧入螺栓来拉拔衬套。大型轴承,利用油压拆卸更加容易。图 1.19所示为通过锥形轴的油孔中加压送油,使内圈膨胀,拆卸轴承。操作中防止轴承突然脱落,建议使用止动螺母进行保护。
几乎所有的滚动轴承都可以同时承受径向和轴向载荷。一般而言,接触角小于等于45°时,定义为向心轴承,轴承的径向载荷能力较大;接触角大于45°时,定义为推力轴承,轴承的轴向载荷能力较大。还有一类轴承称之为组合轴承,由向心轴承和推力轴承组合的结构。1.3.4标准轴承及特殊轴承标准轴承是指主要尺寸及类型符合国际标准,产品具有互换性,可以在全球范围内简便、低价采购。因此机械装置中尽量采用标准轴承设计。但是,有时也会因为机械装置的性质、用途、对轴承的性能要求而采用非标准尺寸、类型的特殊轴承,特殊用途轴承及机械装置的一部分与轴承一体化的单元轴承都属于特殊轴承.根据贮存地点的不同,防锈对策的效果可能有很大的差异。

(1) 检查轴承座内径尺寸测量安装轴承部位的轴承座内径尺寸,确认尺寸是否合格。测量位置如图 1.23 所示。测量器具用内径千分尺。(2) 检查轴承座内径表面观察待安装轴承的轴承座内径表面,查看有无刮伤、压痕、锈蚀或阶状磨损。• 有刮伤、压痕时用油石、砂纸把边棱部磨光滑。• 有锈蚀时用油石、砂纸等除锈并把表面磨光滑。• 有阶状磨损时(图 1.25)测量轴承座内径尺寸,判断能否修正并再次使用。此时,如果轴承座内径尺寸的测量值在其公差范围内,则用油石、砂纸等将产生阶状磨损部分的边棱磨掉,磨光滑后再使用。阶状磨损严重时,用电镀或热喷涂的方法修理,达到标准轴承座尺寸后再使用。方法之一便是将轴承浸在涡轮机油内达到防锈的目的。浙江NSK2314K滚动轴承具体参数
小型轴承采用压力机压入的方法。浙江NSK2308滚动轴承单价
轴承应用温度较高场合如果轴承应用温度太高,滚道面硬度下降,导致轴承寿命降低。此时选择图3.2所示的与应用温度对应的应用工况系数进行寿命修正,但不适用于进行过尺寸稳定处理的轴承。润滑剂侵入异物、水分等场合特殊应用工况场合请向NTN咨询。即使采用特殊改进材料及工艺生产的轴承,a2>1,但如果润滑工况不良,一般取a2XAз<1。当轴承承受过大的载荷时,滚动体和滚子的接触面可能会产生有害的塑性变形。因此当向心轴承的Pr大于Cor(基本额定静载荷)或0.5Cr的任意之一,或推力轴承的Pa大于0.5Ca的场合,计算基本额定寿命的式(3.1、3.2及3.6)是不适用的。浙江NSK2308滚动轴承单价
- 杭州NTN32909XU滚动轴承参数 2024-11-27
- NSK32326滚动轴承 2024-11-27
- 杭州NSK30BD219滚动轴承重量 2024-11-27
- 杭州NSK3308BTNG滚动轴承代理商 2024-11-27
- 浙江NTN239/710滚动轴承型号 2024-11-27
- 浙江NSK3312B-2RSRTNG滚动轴承代理 2024-11-27
- NTN3213SC3滚动轴承代理 2024-11-27
- 杭州NSK2914滚动轴承售价 2024-11-27
- 杭州NSK3205B-2RSRTNG滚动轴承零售 2024-11-27
- 浙江NSK2911滚动轴承供应商 2024-11-27
- NSK3304BTNG滚动轴承尺寸 2024-11-26
- NSK3308B-2RSRTNG滚动轴承零售 2024-11-26