近日,一项名为反压冲孔平底封头的创新技术正在工业制造领域引发关注。该技术源自国内科研机构,其独特的冲孔工艺和封头技术被广泛应用于各种工业制造领域,为提升生产效率、降低成本、增强产品质量提供了新的解决方案。反压冲孔平底封头技术是一种先进的金属加工方法,通过精确控制冲孔过程和封头形状,实现高精度、高质量的零件制造。与传统的冲孔工艺相比,反压冲孔平底封头技术具有更高的生产效率和更低的材料浪费,同时能够制造出更复杂的零件形状,满足各种工业需求。据了解,反压冲孔平底封头技术的主要在于使用一种特殊的冲头和模具设计,能够在冲孔过程中实现对材料的精确控制。通过这种技术,可以在短时间内完成高质量的冲孔作业,而且无需使用大量的劳动力。此外,该技术还能够大幅度降低废料和能源的消耗,为工业制造领域带来明显的经济效益和环保效益。目前,反压冲孔平底封头技术已经被广泛应用于汽车、航空航天、电子设备、建筑等领域。例如,在汽车制造业中,该技术被用于制造各种高精度零件,如油箱、发动机部件等。在建筑领域,反压冲孔平底封头技术则被用于制造各种金属结构件,如桥梁、高层建筑的支撑结构等。锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,有想法可以来我司咨询!辽宁气罐锥形封头重量

304材质的检验方法与原因304不锈钢,作为市场上很受欢迎的不锈钢材质之一,因其出色的耐腐蚀性和良好的物理性能而被广泛应用于各个领域。然而,如何确保所购买的304不锈钢是真正的品质高产品呢?这就需要我们掌握一些检验304材质的方法和技巧。首先,可以采用摩擦火花鉴别法。这种方法虽然需要一些经验,但非常实用。将待检测的304不锈钢放在高速旋转的砂轮机上,观察其产生的火花。由于摩擦高温的作用,不同材质的元素在氧化时会产生不同数量和形状的火花。通过对比和分析,我们可以初步判断其材质和化学成分。其次,硫酸铜鉴别法也是一种简单有效的检验方式。在去除304不锈钢表面的氧化层后,滴上一滴水,再用硫酸铜擦拭。如果擦拭后表面颜色没有变化,那么这很可能是真正的304不锈钢。这是因为304不锈钢具有优异的耐腐蚀性,不易与硫酸铜发生化学反应。此外,我们还可以借助的检测**来进行判断。这种**在与304不锈钢接触后,会根据材质的不同而产生不同的颜色变化。通过观察颜色变化,我们可以更为准确地判断其是否为真正的304不锈钢。当然,上述方法虽然简便易行,但可能受到操作技巧、环境条件和材料表面状态等因素的影响。 青海加高锥形封头尺寸温州浩邦金属制品有限公司致力于提供 锥形封头设备,有想法的可以来电咨询!

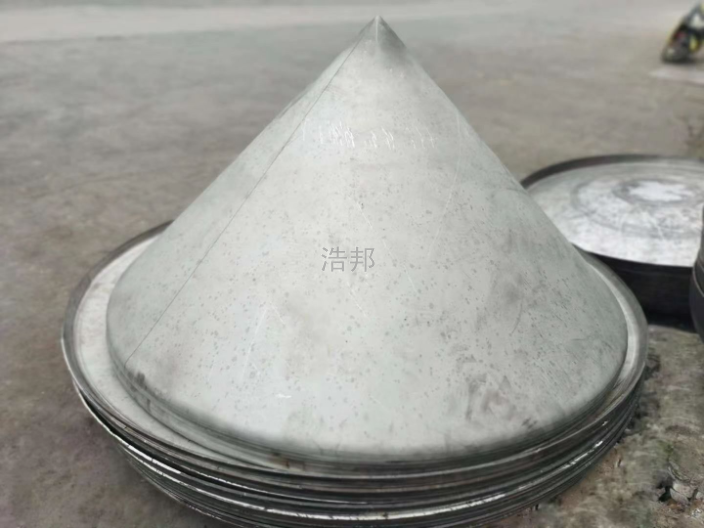
折边锥形封头的成形折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,用设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1.整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。无折边锥形封头成型方便,价格相对便宜,折边处的局部应力水平大,折边锥形封头成型复杂,是一个双曲率的成型,价格相对比较贵,因为折边后的焊接是直边的对接,在折边处应力分布相对比较好,应力水平低无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。《设计规定》对无折边锥形封头作了如下限制:无折边锥形封头只适用于锥体半顶角α≤30°的情况;当α30°时则须采用折边锥体的型式,否则用应力分析方法进行计算。
锥形封头在制造行业中的运用是十分普遍的,无论是在轻工行业中还是在工业中,锥形封头的应用是无处不在的,可是还有很多好朋友针对锥形封头的掌握并不是非常清晰,下面小编来给大伙儿关键详细介绍下锥形封头在结构层面的设计,及其怎样生产加工既简单又便捷。锥形封头在全部设计上,应当达到的是抗压强度其次是弯曲刚度,在这里两方面都合理达到的前提的情况下,应当尽可能的减少自己的自重,节省金属的应用等,而在全部结构上需要重视简易美观大方的设计,还有便是有利于生产制造和生产加工,在结构是设计上,锥形封头,耐高温耐腐蚀,韧性好,先进的生产工艺,锥形封头,出严格检验,导热性好,安装便捷。买封头,找浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。温州浩邦金属制品有限公司致力于提供 抛光锥形封头设备,有需求可以来电咨询!

折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法的不要错过哦!江西310S锥形封头厂家
温州浩邦金属制品有限公司为您提供 抛光锥形封头设备,有需求可以来电咨询!辽宁气罐锥形封头重量
在维护保养过程中,以下注意事项要牢记:1.安全注意事项:维护保养工作必须在安全的环境中进行,避免野蛮操作导致封头表面的划伤或变形。使用相关工具时,要确保工具的锋利部分如锐角、毛刺等得到妥善处理,以避免意外伤害。2.操作注意事项:保养过程中,要遵循操作规程,避免违规操作或误操作导致封头的损坏。特别是对于有特殊要求的锥形封头,如高精度、高压等情况,更应严格遵守相关操作规范。总之,锥形封头的维护保养对其性能和使用寿命具有重要影响。通过定期清洗、检查和维护,可以确保其几何尺寸的准确性、表面质量的可靠性和密封性能的持久性。在保养过程中,遵循安全和操作规范,可以有效避免不必要的意外和损失。锥形封头作为关键的密封元件,其维护保养的重要性不容忽视。辽宁气罐锥形封头重量