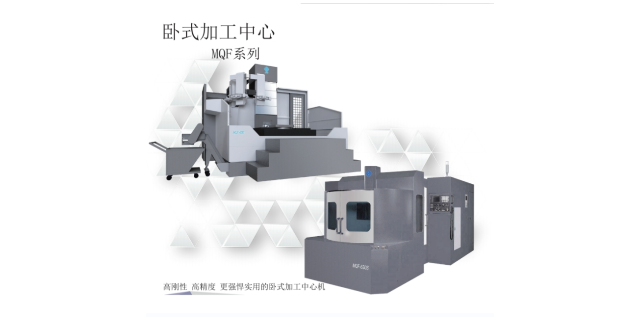
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
卧式加工中心切削液的选择原则——根据加工材料选择:不同的加工材料对切削液的要求不同。例如,对于钢件加工,可以选择乳化液或油性切削液;对于铝合金加工,可以选择水性切削液;对于铜合金加工,可以选择含有硫、氯等添加剂的切削液。根据加工方式选择:不同的加工方式对切削液的要求也不同。例如,对于高速铣削,可以选择低粘度的切削液;对于低速铣削,可以选择高粘度的切削液;对于钻孔加工,可以选择含有极压添加剂的切削液。根据刀具材料选择:不同的刀具材料对切削液的适应性不同。例如,对于硬质合金刀具,可以选择含有硫、氯等添加剂的切削液;对于高速钢刀具,可以选择含有抗磨剂的切削液。根据环境保护要求选择:在选择切削液时,还需要考虑环境保护要求。例如,对于有环保要求的场合,可以选择无污染、低毒性的水性切削液。卧式加工中心主要由床身、主轴箱、工作台、立柱、刀库、数控系统等部分组成。天津高速卧式加工中心
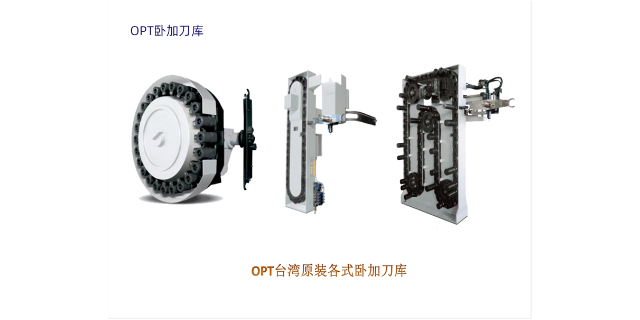
卧式加工中心实现自动化加工的途径——采用自动换刀系统:自动换刀系统是卧式加工中心实现自动化加工的重要途径之一。自动换刀系统可以实现刀具的快速更换,减少了人工干预的时间,提高了加工效率。自动换刀系统主要包括刀库、换刀机械手、刀套等部分。刀库用于存放刀具,换刀机械手用于抓取和放置刀具,刀套用于固定刀具。当需要更换刀具时,数控系统会发出指令,换刀机械手根据指令抓取相应的刀具,并将其安装到主轴上,从而实现刀具的自动更换。采用自动测量系统:自动测量系统是卧式加工中心实现自动化加工的另一个重要途径。自动测量系统可以实时监测工件的尺寸和形状,并将数据传输给数控系统,从而实现对工件的自动测量和调整。自动测量系统主要包括测头、测量软件等部分。测头是用于接触工件并获取其尺寸和形状信息的装置,测量软件用于处理测头采集的数据,并将其传输给数控系统。通过自动测量系统,可以实现对工件的实时监控,确保加工精度。西藏金属卧式加工中心卧式加工中心采用模块化设计,各个部件之间的连接简单,便于拆卸和维修。
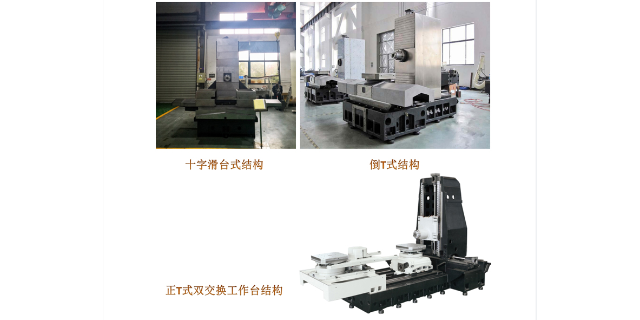
卧式加工中心主要由床身、主轴箱、工作台、立柱、刀库、数控系统等部分组成。床身:床身是卧式加工中心的基础部件,主要用于支撑和固定各个部件。床身通常采用铸铁材料,通过铸造或焊接工艺制成。床身上的导轨用于支撑工作台和主轴箱的移动。主轴箱:主轴箱是卧式加工中心的主轴部件,主要用于安装主轴和主轴电机。主轴箱内部有主轴轴承和主轴传动装置,用于支撑主轴并实现主轴的高速旋转。工作台:工作台是卧式加工中心的主要加工部件,主要用于固定工件和夹具。工作台可以通过液压、气动或电动方式实现X、Y、Z三个方向的移动。立柱:立柱是卧式加工中心的支撑部件,主要用于支撑主轴箱和刀库。立柱内部有导轨和丝杠,用于支撑主轴箱的垂直移动。
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。卧式加工中心的工作台通常采用线性导轨,具有较高的精度和稳定性。

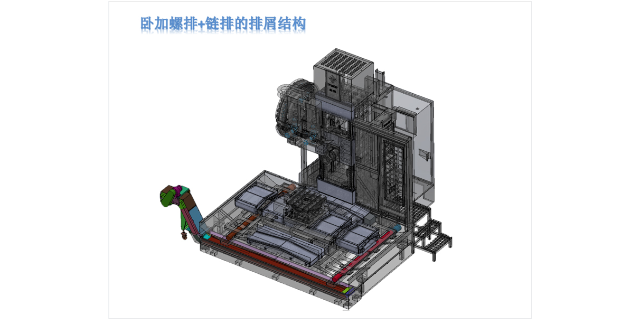
传统的卧式加工中心冷却系统通常采用油雾冷却方式,这种方式会产生大量的油雾污染环境。而卧式加工中心的冷却系统采用喷射冷却液的方式,可以有效减少油雾的产生,降低环境污染。同时,喷射冷却液的方式还可以实现精确控制冷却液的流量和压力,从而实现节能环保的目的。卧式加工中心的冷却系统采用喷射冷却液的方式,结构简单,易于维护。在使用过程中,只需定期更换冷却液和清洗喷嘴即可。而传统的油雾冷却方式需要定期更换油雾分离器和油雾过滤器,维护成本较高。因此,卧式加工中心的冷却系统具有较低的维护成本和较高的可靠性。卧式加工中心的主轴水平布置,适用于大型零件的加工,可以满足复杂零件的加工需求。重庆模具卧式加工中心
卧式加工中心具有高速、高精度、高自动化程度等特点。天津高速卧式加工中心
钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。天津高速卧式加工中心
与卧式加工中心相关的文章
上海交换台卧式加工中心
- 南宁交换台卧式加工中心 2025-12-13
- 上海节能卧式加工中心 2025-12-13
- 辽宁高速卧式加工中心 2025-12-13
- 西藏小型卧式加工中心 2025-12-13
- 长春大型卧式加工中心 2025-12-13
- 哈尔滨环保卧式加工中心 2025-12-13
- 湖南小型卧式加工中心 2025-12-13
- 河南专业卧式加工中心 2025-12-13
- 江西四轴卧式加工中心 2025-12-13
- 拉萨组合加工中心 2025-12-13
- 沈阳多功能卧式加工中心 2025-12-13
- 河南高效率卧式加工中心 2025-12-13
与卧式加工中心相关的产品

与卧式加工中心相关的新闻
-
济南双工位卧式加工中心 2025-12-12 13:10:41自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化...
-
合肥大型卧式加工中心 2025-12-12 14:01:54卧式加工中心凭借其强大的加工能力与灵活的适配性,广泛应用于多个行业的重要零部件加工。在机械制造行业,可用于加工各类箱体、齿轮箱、机床床身等关键部件;在汽车工业中,能够加工发动机缸体、变速箱壳体、底盘支架等汽车重要零部件,满足汽车行业大批量、高精度的生产需求;在航空航天领域,可处理航空发动机叶片、机身...
-
河北交换台卧式加工中心 2025-12-12 00:12:06卧式加工中心凭借其高精度、高效率、高稳定性等特点,普遍应用于各个领域,如航空、航天、汽车、模具、电子、医疗等。以下是卧式加工中心的一些典型应用——零件加工:卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。模具制造:卧式加工中心可以实现模具的快速制造,缩短模具制造周...
-
西藏高精度卧式加工中心 2025-12-12 09:01:47卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数...
与卧式加工中心相关的问题
新闻资讯
产品推荐
-
甘肃高速五轴联动加工机
2026-01-15 -
福州复合五轴联动加工机
2026-01-15 -
成都数控五轴联动加工机
2026-01-15 -

福州自动化五轴联动加工机
2026-01-15 -

贵州五轴联动加工机
2025-12-19 -

沈阳伺服五轴联动加工机
2025-12-18 -
湖南大型五轴联动加工机
2025-12-18 -

武汉电子五轴联动加工机
2025-12-18 -
兰州小型五轴联动加工机
2025-12-18