- 品牌
- 冠宇,鑫冠宇
- 型号
- TOC去除器
- 产地
- 石家庄
- 可售卖地
- 全国
- 材质
- 316不锈钢
- 配送方式
- 全国包邮
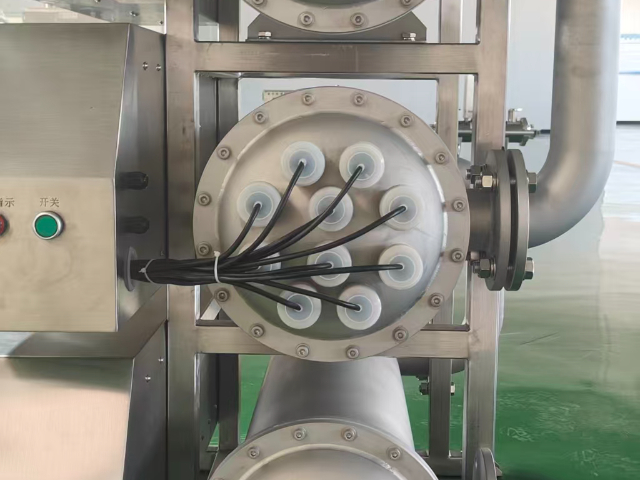
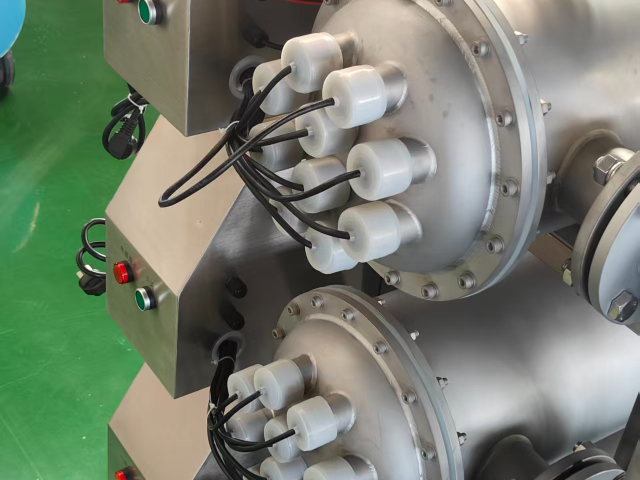
TOC中压紫外线脱除器广泛应用于电子半导体、制药等对水质要求极高的行业。在电子半导体超纯水制备中,可将TOC降至1ppb以下,满足SEMIF63标准;制药行业中能有效去除有机物,确保水质符合中国药典、USP等标准,此外在食品饮料、电力、科研等领域也有重要应用。国外 品牌如英国Hanovia,拥有多谱段中压紫外线技术,可高效脱除余氯并灭活微生物,在无锡华瑞制药等企业应用;美国Evoqua的VTTOC系列专为电子和电力行业设计,采用高效光源和可变功率镇流器,规格多样,灯管寿命12,000-16,000小时。系统控制柜需IP65防护等级。山西半导体超纯水行业TOC去除器技术指导
中压TOC紫外线脱除器在电子半导体行业应用至关重要,该行业对超纯水纯度要求极高。晶圆清洗、光刻工艺、化学机械抛光(CMP)及电子化学品制备等场景中,超纯水TOC需≤0.5ppb,电阻率≥18.2MΩ・cm,颗粒≤1个/mL,微生物≤0.001CFU/mL。某12英寸晶圆厂应用中,设备将TOC从0.8ppb降至0.3ppb以下,满足7nm工艺要求,成功避免树脂柱失效导致的晶圆报废,挽回损失超1200万元。2025年全球半导体用超纯水设备市场规模预计达XX亿美元,中压脱除器占比15-20%,随着制程缩小至5nm,TOC限值未来或降至0.1ppb以下,推动设备向高效、低耗、智能化发展。山西半导体超纯水行业TOC去除器技术指导中压紫外线能处理含油废水。

中压紫外线与低压 紫外线在技术参数和应用特性上存在明显差异。中压紫外线灯管内部压力达10⁴-10⁶Pa,单管功率比较高7000W,波长覆盖100-400nm多谱段,虽光电转换效率约10-12%,但TOC降解效率高,适合处理高TOC含量、大流量的复杂水质,如电子半导体、制药等行业。低压 紫外线压力<10³Pa,单管功率一般<100W,主要输出254nm单一波长,效率达40%,灯管寿命12000小时长于中压的8000小时,但处理能力和适用范围有限,更适合低TOC含量的中小流量场景。
全球中压TOC紫外线脱除器市场呈现快速增长态势,2025年市场规模预计达XX亿美元,年复合增长率8-10%。亚太地区尤其是中国成为比较大市场,国内品牌在中低端市场崛起,国际品牌如Hanovia、Evoqua占据**市场。电子半导体行业占比35-40%,为比较大应用领域,其次是制药、食品饮料和环保领域。技术发展趋势包括高效节能(光电转换效率提升、能耗降低)、智能化控制(AI、大数据应用)、模块化与集成化设计、环保材料应用(无汞技术、可回收材料),未来市场规模预计到2030年达XX亿美元,行业整合加速,头部企业份额提升。紫外线灯管启动需预热时间。

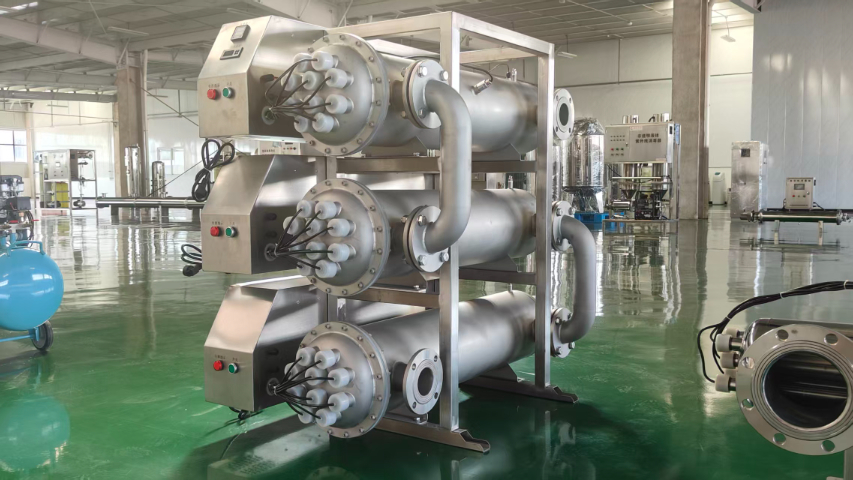
电子半导体行业超纯水制备工艺通常为原水→预处理→双级反渗透→EDI→紫外线TOC降解→终端超滤,中压紫外线剂量控制在150-300mJ/cm²,确保TOC≤1ppb,电阻率≥18.2MΩ・cm,如某12英寸晶圆厂应用中,该设备部署于光刻胶显影工序前端,捕捉树脂柱失效导致的TOC异常,避免晶圆报废。制药制剂行业纯化水/注射用水制备工艺为原水→预处理→反渗透→紫外线TOC降解→离子交换→终端过滤,紫外线剂量控制在100-200mJ/cm²,TOC≤50ppb,海诺威中压多谱段紫外线脱氯技术已在无锡华瑞制药等企业应用,满足药典标准。12英寸晶圆厂需配备15kW处理系统。山西半导体超纯水行业TOC去除器技术指导
设备表面温度需控制在安全阈值以下。山西半导体超纯水行业TOC去除器技术指导
对比国内外品牌,国外品牌如Hanovia、Evoqua等拥有更长技术积累,在 部件和系统设计上优势明显,产品稳定性、可靠性和处理效率更高,定位于 市场,价格较高但提供 技术支持和售后服务,全球应用案例 ,尤其在跨国企业和 项目中多见。国内品牌如百诺环保、泰禾环保等近年技术创新迅速,部分技术指标接近国际先进水平,如百诺环保TOC去除率达99.99%,多采用性价比策略,在中低端市场竞争力强,国内应用 ,且本土化服务和响应速度优势 更好。 山西半导体超纯水行业TOC去除器技术指导
- 辽宁园区废水处理TOC去除器产生羟基自由基 2026-04-30
- 江西医疗废水TOC去除器技术指导 2026-04-28
- 河南TOC去除器答疑解惑 2026-04-27
- 辽宁工程TOC去除器 2026-04-26
- 山东产品TOC去除器 2026-04-23
- 天津定制TOC去除器 2026-04-21
- 江西TOC去除器处理 2026-04-18
- 河北冠宇牌TOC去除器前置强氧化剂 2026-04-17
- 山东医疗废水TOC去除器整机质保一年 2026-04-15
- 河北提供小试试验TOC去除器售后服务 2026-04-05
- 江苏定制TOC去除器 2026-03-31
- 河南医疗废水TOC去除器前置强氧化剂 2026-03-24