- 品牌
- 冠宇,鑫冠宇
- 型号
- TOC去除器
- 产地
- 石家庄
- 可售卖地
- 全国
- 材质
- 316不锈钢
- 配送方式
- 全国包邮
成本挑战包括初始投资和运维成本高,需优化设计、延长灯管寿命、提供灵活融资。法规挑战有标准不统一、认证要求高,需参与标准制定、完善质量管理体系。人才挑战为专业人才短缺,需加强产学研合作、培养人才。未来技术发展预测,到2030年处理效率超95%,能耗降20-30%,灯管寿命达10000-12000小时,智能化实现全自动控制。市场规模预计达XX亿美元,亚太占比超40%,电子半导体仍为比较大应用领域,生物制药、环保、新能源成为新兴市场。系统需设置紧急停机按钮。黑龙江设备TOC去除器
智能控制系统实现自动化运行,可自动启停、调节功率,具备过流、过热保护和自动清洗功能;实时监测紫外线强度、TOC浓度等参数,支持数据记录与分析;具备故障诊断、预警及远程监控功能,可与水处理、生产控制系统集成。2025年全球中压紫外线杀菌灯市场规模持续扩大,电子半导体和制药行业是主要驱动力,亚太地区尤其是中国成为增长 快的市场,国内品牌在中低端市场崛起,国际品牌占据 市场,市场竞争日益激烈。技术发展趋势包括新型灯管技术(高效发光材料、无汞技术)、反应器设计优化(CFD模拟、反射材料改进)、智能控制(自适应控制、预测性维护)、协同处理(UV/H₂O₂、光催化)及低能耗技术(变频、余热回收)。山西制药厂废水处理TOC去除器技术指导电子行业用水需控制微生物含量。

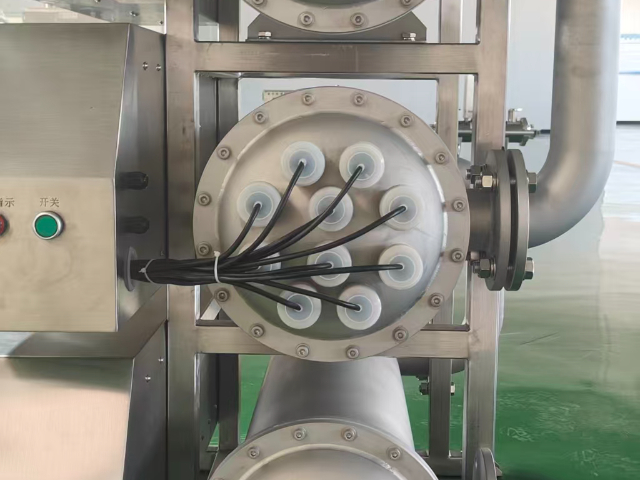
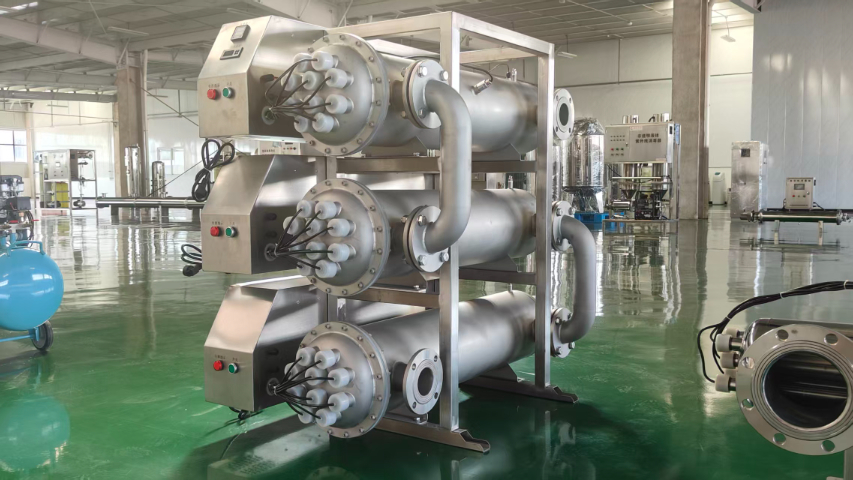
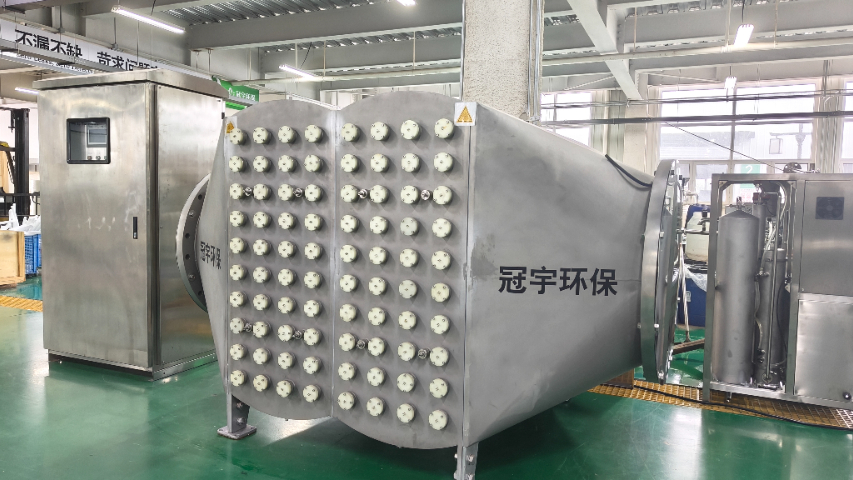
TOC中压紫外线脱除器是利用中压紫外线技术降解水中有机污染物的先进水处理设备。其灯管内部汞蒸汽压力介于10⁴Pa和10⁶Pa之间,单只灯管功率比较高达7000W,可产生100-400nm多谱段连续紫外线输出,在高紫外线强度、多谱段输出等方面具备技术优势。与传统低压紫外线技术相比,中压紫外线单只灯管功率更高,能减少灯管使用数量和反应器体积。其多谱段连续输出特性可更地降解有机物,高能光子不仅能直接打断有机物分子中的C-C键,还能通过光催化作用产生羟基自由基,提升TOC降解效率,且可与H₂O₂、TiO₂等工艺协同形成高级氧化工艺。
智能控制系统实现自动化运行,可根据时间表或外部信号自动启停,调节功率和参数,具备过流、过热等保护和自动清洗功能;实时监测紫外线强度、TOC浓度等参数,记录存储数据,支持查询分析和备份恢复;具备故障诊断、预警、寿命预测和维护提示功能,提高系统可靠性。远程监控支持网络访问,技术人员可远程诊断,多系统集中监控,部分集成云平台;安全与权限管理设置多级权限,记录操作日志,支持SSL等安全协议,加密存储数据;与水处理、生产控制、TOC监测、报警系统集成,形成完整解决方案。中压紫外线能直接打断C-C化学键。

中压与低压脱除器在结构上差异 :中压采用中压汞灯,单管功率数千瓦,灯管数量少,反应器腔体小,材质要求高,镇流器复杂,启动时间长,不适合频繁启停;低压用低压汞灯,单管功率低,反应器体积大,镇流器简单,启动迅速,适合频繁启停。紫外线剂量与强度是关键参数,剂量计算公式为Dose=Intensity×Time,TOC去除通常需≥1500J/m²。强度模型基于光学原理,通过MPSS、MSSS等模型计算,很多厂家用UVDIS软件评估,中压灯管功率密度是低压的10倍左右,但光电转换效率较低。电子半导体行业超纯水制备工艺通常为原水→预处理→双级反渗透→EDI→紫外线TOC降解→终端超滤,中压紫外线剂量控制在150-300mJ/cm²,确保TOC≤1ppb,电阻率≥18.2MΩ・cm,如某12英寸晶圆厂应用中,设备捕捉到树脂柱失效导致的TOC异常,避免大量晶圆报废。系统需通过FDA和cGMP双重认证。山西制药厂废水处理TOC去除器技术指导
中压紫外线在电力行业可减少设备结垢。黑龙江设备TOC去除器
中压TOC紫外线脱除器在不同行业的应用工艺差异***。电子半导体超纯水制备工艺为原水→预处理→双级反渗透→EDI→紫外线TOC降解→终端超滤,中压紫外线剂量控制在150-300mJ/cm²,确保TOC≤1ppb,电阻率≥18.2MΩ・cm,某12英寸晶圆厂应用中,设备部署于光刻胶显影工序前端,成功捕捉树脂柱失效导致的TOC异常,避免200片3DNAND晶圆报废,挽回损失超1200万元;制药制剂行业纯化水/注射用水工艺为原水→预处理→反渗透→紫外线TOC降解→离子交换→终端过滤,剂量控制在100-200mJ/cm²,TOC≤50ppb,海诺威中压多谱段技术在无锡华瑞制药等企业应用,满足药典要求。黑龙江设备TOC去除器
- 辽宁园区废水处理TOC去除器产生羟基自由基 2026-04-30
- 江西医疗废水TOC去除器技术指导 2026-04-28
- 河南TOC去除器答疑解惑 2026-04-27
- 辽宁工程TOC去除器 2026-04-26
- 山东产品TOC去除器 2026-04-23
- 天津定制TOC去除器 2026-04-21
- 江西TOC去除器处理 2026-04-18
- 河北冠宇牌TOC去除器前置强氧化剂 2026-04-17
- 山东医疗废水TOC去除器整机质保一年 2026-04-15
- 河北提供小试试验TOC去除器售后服务 2026-04-05
- 江苏定制TOC去除器 2026-03-31
- 河南医疗废水TOC去除器前置强氧化剂 2026-03-24