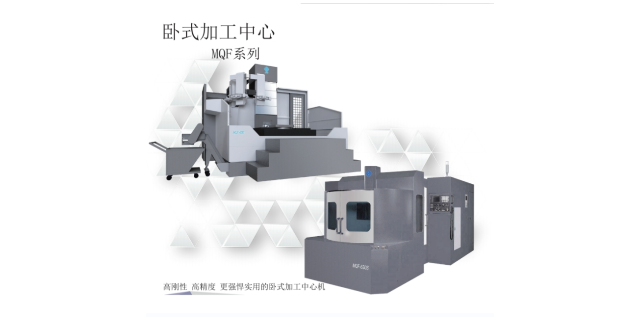
卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件的受力比较均匀,热变形较小,因此卧式加工中心更适合于大型、重型零件的加工。例如,航空发动机、汽车发动机、船舶发动机等复杂曲面零件的加工。卧式加工中心:由于卧式加工中心的主轴轴线与工作台垂直布局,主轴箱、立柱、主轴等部件...
卧式加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 运动方式
- 点位直线控制
卧式加工中心企业商机
卧式加工中心的工作台通常具备旋转或分度功能,配合自动换刀系统,可实现零件多个侧面、多个角度的一体化加工。工件一次装夹后,通过数控系统控制工作台的旋转与分度,结合主轴的运动,能够对零件的前后、左右、上下等多个面进行连续加工,无需多次拆卸、重新装夹与定位。这种多面加工能力,不仅极大减少了装夹次数,降低了因多次装夹导致的定位误差与工件损伤风险,还明显缩短了工序间的调整时间,提升了加工效率。对于箱体类、壳体类等需要多面钻孔、铣削、镗削的零件,卧式加工中心能够一次性完成所有加工工序,保证了零件各加工面之间的位置精度与垂直度、平行度等形位公差要求,让复杂多面体零件的加工变得简单高效,尤其适用于需要高精度装配的零部件生产。在卧式加工中心中,串行通信主要用于连接各个部件之间的数据传输。昆明自动化卧式加工中心
卧式加工中心具备极强的自动化集成能力,能够无缝融入现代智能生产线。其数控系统支持多种通讯协议,可与工业机器人、自动上下料装置、在线检测设备、物料输送系统等自动化设备实现联动控制,构建无人化或少人化生产单元。通过与机器人配合,可实现工件的自动抓取、装夹、拆卸与转运,减少人工干预,提升生产效率与安全性;与在线检测设备联动,能够实时监测加工精度,一旦发现偏差自动调整加工参数,保证产品质量;融入 MES 系统后,可实现生产计划、加工进度、设备状态的实时监控与数据追溯,提升生产管理的智能化水平。此外,卧式加工中心支持长时间连续加工,具备自动润滑、自动冷却、故障自动报警等功能,能够在无人值守状态下稳定运行,满足现代制造业对自动化、智能化生产的需求,帮助企业提升生产效率、降低人工成本、优化生产管理。武汉双工位卧式加工中心卧式加工中心可以根据不同的工件进行编程,实现多种加工工艺的切换。

钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。
卧式加工中心凭借其高精度、高效率、高稳定性等特点,普遍应用于各个领域,如航空、航天、汽车、模具、电子、医疗等。以下是卧式加工中心的一些典型应用——零件加工:卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。模具制造:卧式加工中心可以实现模具的快速制造,缩短模具制造周期,提高模具的精度和使用寿命。电子产品:卧式加工中心可以用于制造各种精密电子产品,如手机壳、电子元器件等,提高产品的质量和性能。数控系统是卧式加工中心的控制组件,主要用于控制机床的运动和加工工艺。
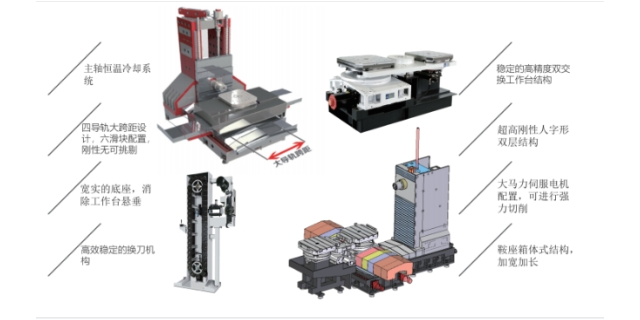
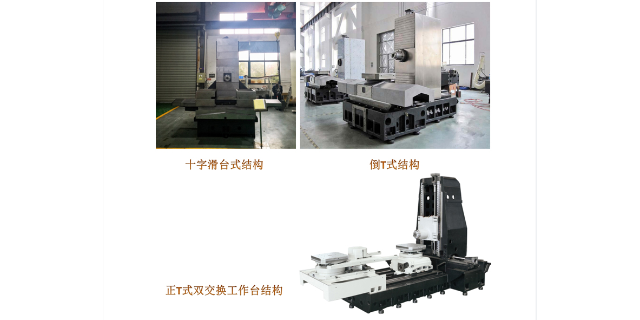
卧式加工中心的结构设计天生适配大型、重型零件的加工需求。其水平布置的主轴与稳固的工作台形成了均衡的受力体系,床身与立柱采用强度材料铸造而成,经过精密加工与时效处理,具备极强的刚性与稳定性,能够有效承受重型工件的重量与加工过程中产生的切削力。工作台的承载面经过精细研磨,平整度与承载均匀性优异,可平稳支撑体积庞大、重量较大的工件,避免加工过程中因工件变形或振动导致的精度偏差。相较于其他类型的加工设备,卧式加工中心在处理大型箱体类、框架类、底座类零件时,无需拆分工件加工,可实现整体加工,既保证了零件的整体精度,又避免了拆分加工带来的装配误差,极大拓展了重型机械、工程机械等行业的加工边界。卧式加工中心的主要结构包括床身、主轴箱、工作台、导轨、刀库和数控系统等。合肥高速卧式加工中心
卧式加工中心的润滑系统采用封闭式设计,减少润滑油的消耗和污染。昆明自动化卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。昆明自动化卧式加工中心
与卧式加工中心相关的文章
上海交换台卧式加工中心
- 南宁交换台卧式加工中心 2025-12-13
- 上海节能卧式加工中心 2025-12-13
- 辽宁高速卧式加工中心 2025-12-13
- 西藏小型卧式加工中心 2025-12-13
- 长春大型卧式加工中心 2025-12-13
- 哈尔滨环保卧式加工中心 2025-12-13
- 湖南小型卧式加工中心 2025-12-13
- 河南专业卧式加工中心 2025-12-13
- 江西四轴卧式加工中心 2025-12-13
- 拉萨组合加工中心 2025-12-13
- 沈阳多功能卧式加工中心 2025-12-13
- 河南高效率卧式加工中心 2025-12-13
与卧式加工中心相关的产品

与卧式加工中心相关的新闻
-
济南双工位卧式加工中心 2025-12-12 13:10:41自动化卧式加工中心的较大优点就是能够提高生产效率。传统的立式加工中心需要人工上下料,而自动化卧式加工中心可以实现自动上下料,减少了人工操作的时间,提高了生产效率。此外,自动化卧式加工中心还可以实现连续不间断的加工,避免了传统加工中心在换刀、调整刀具等过程中产生的停机时间,进一步提高了生产效率。自动化...
-
合肥大型卧式加工中心 2025-12-12 14:01:54卧式加工中心凭借其强大的加工能力与灵活的适配性,广泛应用于多个行业的重要零部件加工。在机械制造行业,可用于加工各类箱体、齿轮箱、机床床身等关键部件;在汽车工业中,能够加工发动机缸体、变速箱壳体、底盘支架等汽车重要零部件,满足汽车行业大批量、高精度的生产需求;在航空航天领域,可处理航空发动机叶片、机身...
-
河北交换台卧式加工中心 2025-12-12 00:12:06卧式加工中心凭借其高精度、高效率、高稳定性等特点,普遍应用于各个领域,如航空、航天、汽车、模具、电子、医疗等。以下是卧式加工中心的一些典型应用——零件加工:卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。模具制造:卧式加工中心可以实现模具的快速制造,缩短模具制造周...
-
西藏高精度卧式加工中心 2025-12-12 09:01:47卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数...
与卧式加工中心相关的问题
新闻资讯
产品推荐
-
甘肃高速五轴联动加工机
2026-01-15 -
福州复合五轴联动加工机
2026-01-15 -
成都数控五轴联动加工机
2026-01-15 -

福州自动化五轴联动加工机
2026-01-15 -

贵州五轴联动加工机
2025-12-19 -

沈阳伺服五轴联动加工机
2025-12-18 -
湖南大型五轴联动加工机
2025-12-18 -

武汉电子五轴联动加工机
2025-12-18 -
兰州小型五轴联动加工机
2025-12-18