- 品牌
- 冠宇,鑫冠宇
- 型号
- TOC去除器
- 产地
- 石家庄
- 可售卖地
- 全国
- 材质
- 316不锈钢
- 配送方式
- 全国包邮
TOC中压紫外线脱除器在多个高水质要求行业发挥关键作用。电子半导体行业中,超纯水制备需将TOC降至1ppb以下,满足SEMIF63标准,确保晶圆清洗、光刻等工艺不受有机物污染;制药制剂行业中,该设备有效去除制药用水中的有机物,使TOC符合中国药典、USP、EP等标准,保障药品质量;此外,在食品饮料行业高纯度水制备、电力行业电厂再生水和锅炉补给水处理,以及科研机构超纯水供应中,该设备均不可或缺。2025年全球中压紫外线杀菌灯市场因电子半导体和制药行业需求持续扩大,呈现快速增长态势。 紫外线处理可减少化学药剂使用。吉林电子行业TOC去除器和双氧水结合

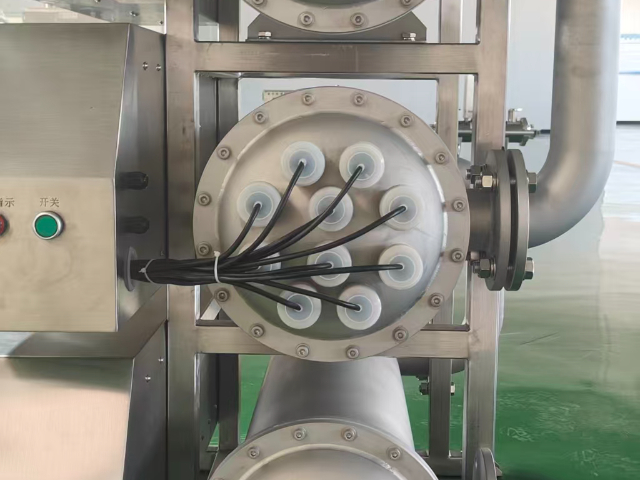
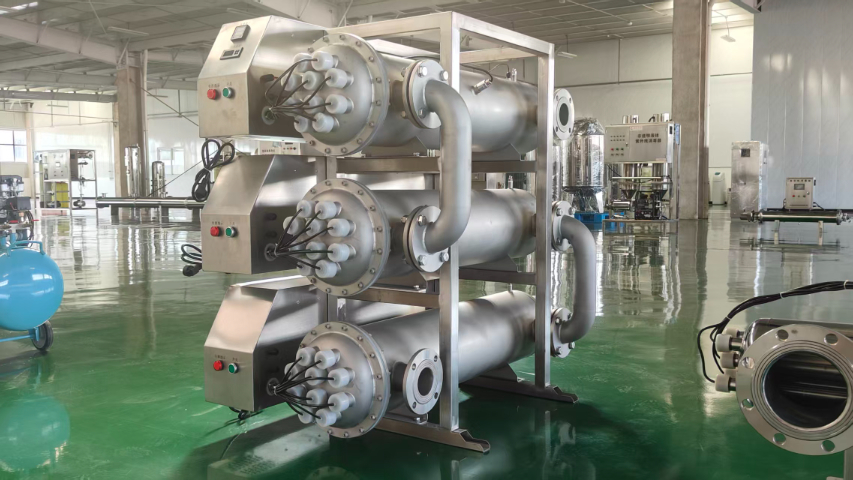
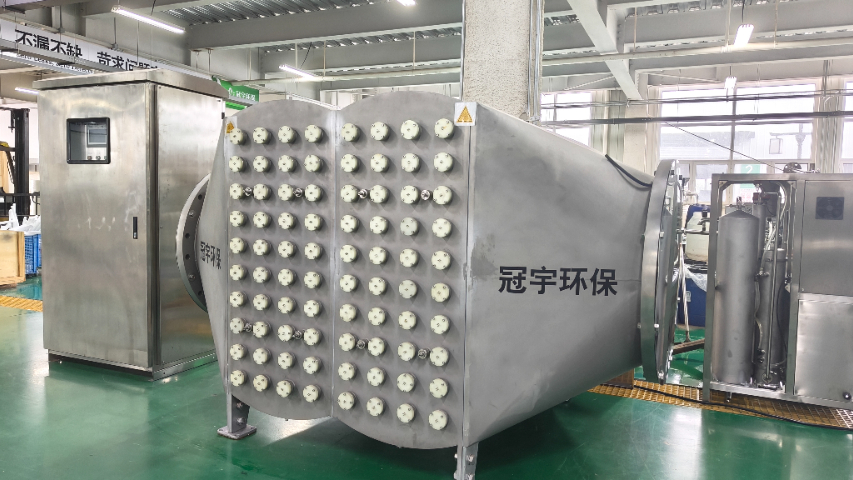
设备基本结构由紫外线灯管系统、反应器腔体、镇流器系统、冷却系统和控制系统组成。紫外线灯管为石英玻璃材质,单只功率400W-7000W,排列方式影响紫外线分布均匀性,寿命约8000小时;反应器腔体多采用316L不锈钢,内壁特殊处理提高紫外线反射率,密封设计确保安全性,压力等级根据应用场景确定;镇流器为灯管提供稳定电源,有电磁式和电子式,支持功率调节和过流、过压等保护;冷却系统采用风冷或水冷,控制灯管和腔体温度;控制系统用PLC或工业计算机,实时监测紫外线强度、温度等参数,具备安全保护和数据记录功能。山西冠宇牌TOC去除器和双氧水结合水质参数决定设备选型方案。
未来中压TOC紫外线脱除器将向更高效率(TOC降解率≥95%)、更低能耗(单位能耗降20-30%)、更智能化(AI控制、远程运维)、模块化与集成化设计发展,同时拓展至新能源、环保、生物医疗等新兴领域。行业面临的挑战包括难降解有机物处理效率、能耗与效率平衡、市场竞争加剧、初始投资高等,应对策略包括开发新型催化剂、优化系统设计、加强技术创新、提供定制化解决方案及完善服务体系。电子半导体行业对超纯水TOC要求严苛,7nm及以下制程需≤0.5ppb,SEMIF63-2025版标准将TOC限值从5ppb收紧至0.5ppb,推动中压紫外线技术广泛应用,某12英寸晶圆厂案例中,设备将TOC从0.8ppb降至0.3ppb以下,挽回损失超1200万元。制药行业中,中压紫外线适用于注射用水等高标准场景,TOC需≤50ppb,某无菌原料药系统中,设备与多效蒸馏器组合,TOC控制在100ppb以下,微生物和内 低于检测限,通过完整验证符合FDA要求。
电厂再生水处理工艺中,中压紫外线用于杀菌和部分有机物去除,与深度处理协同,固定紫外剂量50mJ・cm⁻²时,进水流量150~400m³・h⁻¹杀菌率达100%,某电厂处理水量210m³/h,杀菌率超99%,吨水耗电0.06度。污水处理厂深度处理工艺采用中压紫外线处理二级出水,高降雨条件下TOC去除率可达90%以上,显著提高出水水质。太阳能光伏制造超纯水工艺中,中压紫外线剂量控制在200-300mJ/cm²,将TOC从500ppb降至20ppb以下,印度某2GW工厂安装五套系统满足生产需求。系统应具备云端数据备份功能。

中压与低压脱除器在结构上差异 :中压采用中压汞灯,单管功率数千瓦,灯管数量少,反应器腔体小,材质要求高,镇流器复杂,启动时间长,不适合频繁启停;低压用低压汞灯,单管功率低,反应器体积大,镇流器简单,启动迅速,适合频繁启停。紫外线剂量与强度是关键参数,剂量计算公式为Dose=Intensity×Time,TOC去除通常需≥1500J/m²。强度模型基于光学原理,通过MPSS、MSSS等模型计算,很多厂家用UVDIS软件评估,中压灯管功率密度是低压的10倍左右,但光电转换效率较低。电子半导体行业超纯水制备工艺通常为原水→预处理→双级反渗透→EDI→紫外线TOC降解→终端超滤,中压紫外线剂量控制在150-300mJ/cm²,确保TOC≤1ppb,电阻率≥18.2MΩ・cm,如某12英寸晶圆厂应用中,设备捕捉到树脂柱失效导致的TOC异常,避免大量晶圆报废。紫外线强度模型包含MPSS和LSI。山西冠宇牌TOC去除器和双氧水结合
水质复杂性决定紫外线剂量需求。吉林电子行业TOC去除器和双氧水结合
智能控制系统实现自动化运行,可根据时间表或外部信号自动启停,调节功率和参数,具备过流、过热等保护和自动清洗功能;实时监测紫外线强度、TOC浓度等参数,记录存储数据,支持查询分析和备份恢复;具备故障诊断、预警、寿命预测和维护提示功能,提高系统可靠性。远程监控支持网络访问,技术人员可远程诊断,多系统集中监控,部分集成云平台;安全与权限管理设置多级权限,记录操作日志,支持SSL等安全协议,加密存储数据;与水处理、生产控制、TOC监测、报警系统集成,形成完整解决方案。吉林电子行业TOC去除器和双氧水结合
- 辽宁园区废水处理TOC去除器产生羟基自由基 2026-04-30
- 江西医疗废水TOC去除器技术指导 2026-04-28
- 河南TOC去除器答疑解惑 2026-04-27
- 辽宁工程TOC去除器 2026-04-26
- 山东产品TOC去除器 2026-04-23
- 天津定制TOC去除器 2026-04-21
- 江西TOC去除器处理 2026-04-18
- 河北冠宇牌TOC去除器前置强氧化剂 2026-04-17
- 山东医疗废水TOC去除器整机质保一年 2026-04-15
- 河北提供小试试验TOC去除器售后服务 2026-04-05
- 江苏定制TOC去除器 2026-03-31
- 河南医疗废水TOC去除器前置强氧化剂 2026-03-24