多轴联动动态响应优化在多轴联动加工中,ASHOOTER的动态补偿算法可修正设备运行中的热变形与机械间隙:热膨胀预调整:根据机床材料热膨胀系数(如钢:11×10⁻⁶/℃),提前计算冷态预调整量。例如,某高温合金加工机床在80℃运行时,ASHOOTER自动调整Z轴丝杠预拉伸量,使热态定位误差从0.05m...
轴找正仪基本参数
- 品牌
- ASHOOTER
- 型号
- AS500
- 类型
- 激光
- 产品认证
- GE
- 加工定制
- 是
轴找正仪企业商机
AS500激光对中分析仪的频谱分析功能可覆盖10Hz至14kHz的宽频范围,其**技术特性与实际应用场景如下:一、频率范围的技术定义与实测参数**分析区间根据AS500的技术规格,其振动分析模块通过ICP磁吸式加速度计(灵敏度100mV/g)实现以下频率分段监测:10~1000Hz:主要测量振动速度(单位:mm/s),覆盖轴系不对中、不平衡等低频机械故障(如旋转频率1X、2X谐波)。例如,某压缩机对中偏差,1X频率(100Hz)的振动速度从2mm/s升至8mm/s。1000~14kHz:聚焦高频加速度(单位:g),用于检测轴承滚动体缺陷、齿轮啮合异常等高频冲击信号。例如,轴承内圈裂纹会在3kHz~5kHz频段产生特征性冲击脉冲。 ASHOOTER激光对中同步仪在机床多轴联动系统校准中的应用。电机轴找正仪电话
轴找正仪
五轴叶轮加工中心校准某航空航天企业五轴叶轮加工中心因A轴旋转精度下降,导致叶片型面误差超标。使用ASHOOTER进行校准:激光对中:检测A轴回转轴心在Y方向偏差0.025mm,通过调整转台支撑轴承位置消除偏差。热成像监测:发现主轴前轴承温度异常升高(75℃vs正常50℃),结合振动分析判定轴承预紧力不足,重新调整后温度恢复正常。动态补偿:针对叶轮高速旋转时的离心力变形,ASHOOTER生成冷态预调整方案,使叶片加工轮廓误差从±0.04mm控制在±0.01mm以内,加工效率提升15%。镭射轴找正仪贴牌AS500旋转轴校心仪:让旋转轴 “同心运转” 的精密校准工具.

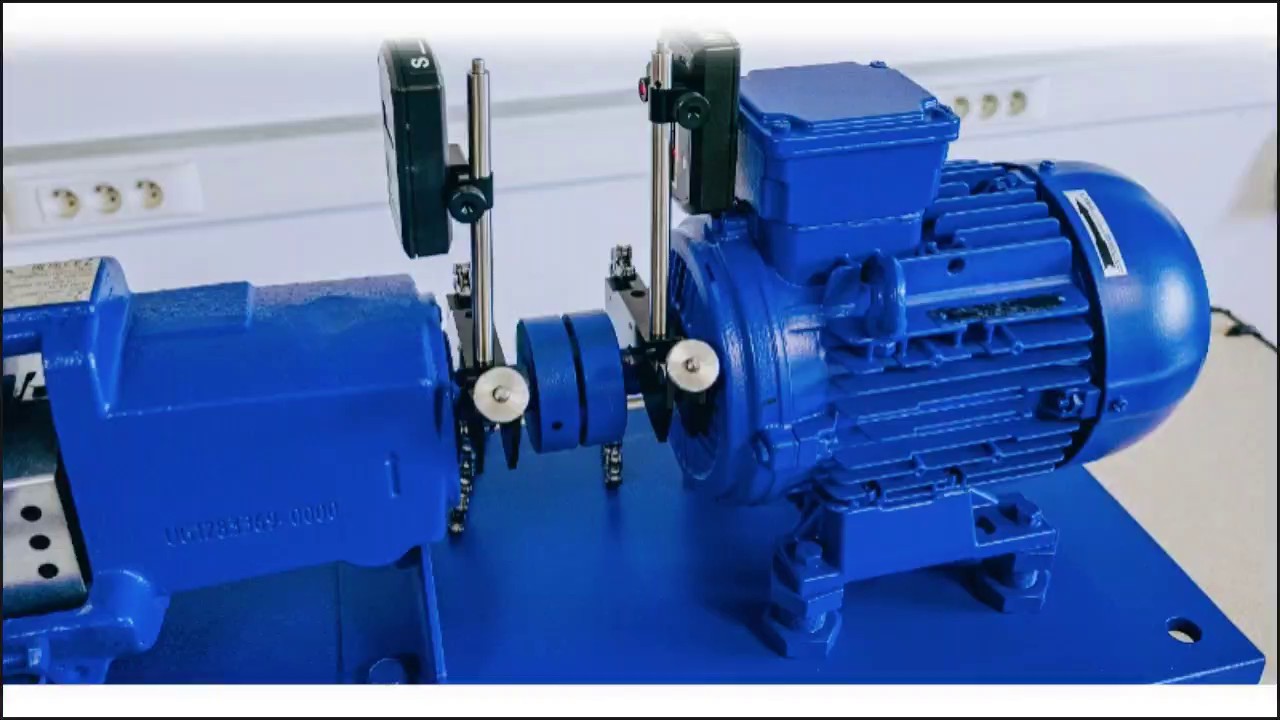
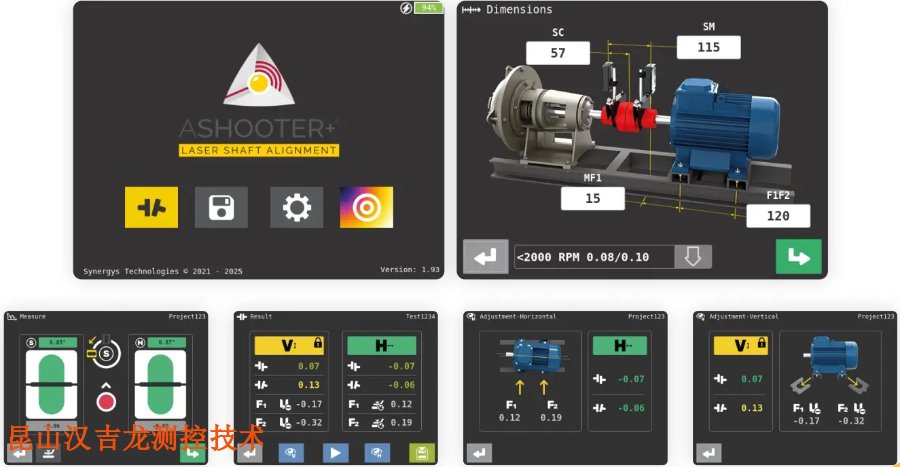
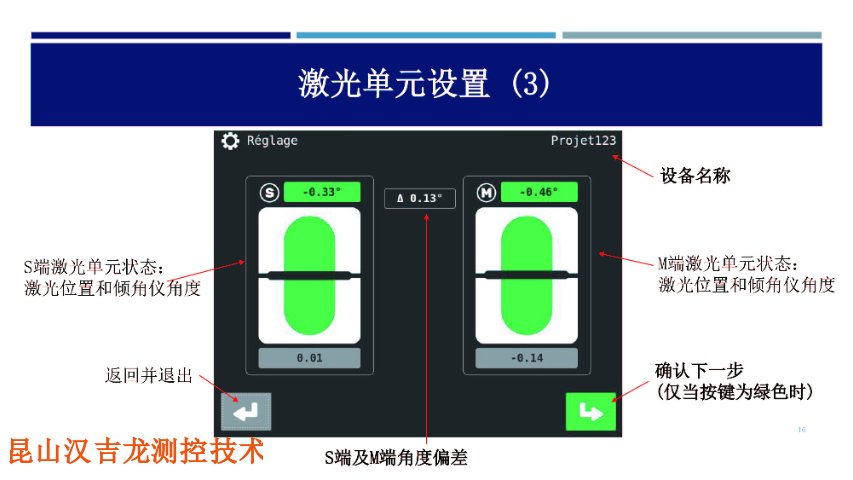
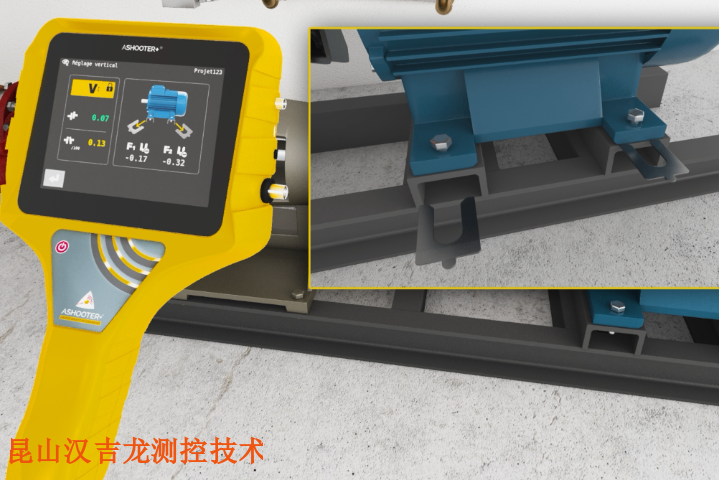
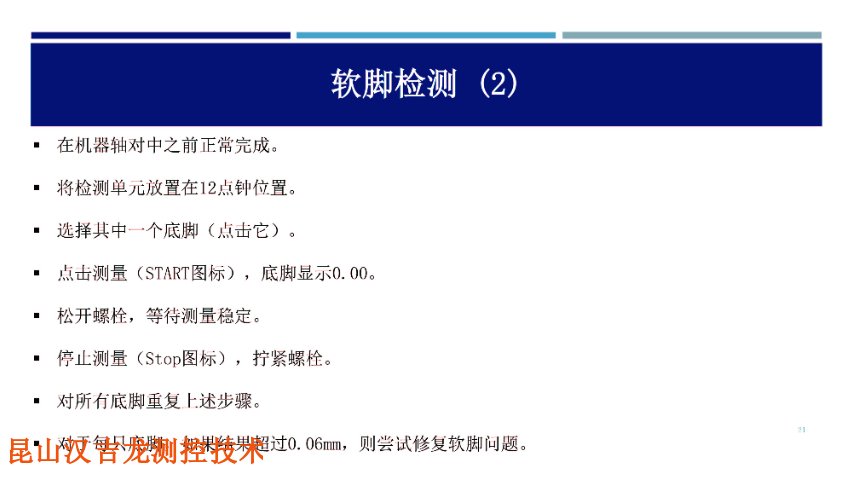
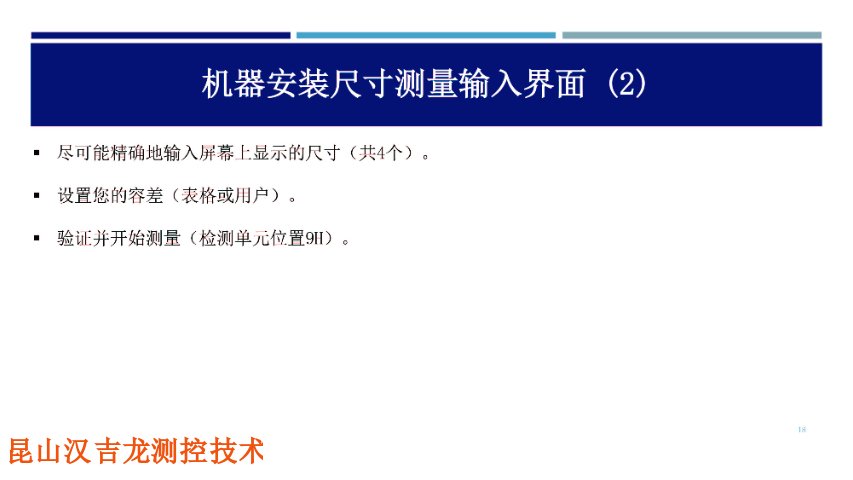
ASHOOTERAS500激光轴同心度检测仪的操作流程主要包括操作前准备、设备安装、测量操作、结果分析与调整以及报告记录等步骤,具体如下:操作前准备:仔细阅读产品手册,熟悉设备功能和操作步骤。检查设备外观是否有损坏,确保激光发射器、接收、主机等部件正常。准备好磁性支架、坚固链条、测量单元、显示单元、卷尺等工具。同时,停机并切断动力源,悬挂“禁止合闸”警示牌,用无水乙醇擦拭轴及联轴器法兰,去除油污、锈迹。若设备为热态运行,需输入材料膨胀系数,启用热膨胀补偿算法。设备安装:使用磁性支架将带有M标记的测量单元紧固在可移动机器的一端,带有S标记的测量单元安装在固定机器的一端。将测量单元通过电缆连接到显示单元,确保电缆标识与显示单元接口标识对应。利用测量单元上的水平仪找平,调整两个测量单元上的小水平仪的气泡到中心位置。测量操作:开机后,根据显示屏提示输入机器的尺寸,包括两个测量单元之间的距离、测量单元与地脚螺栓之间的距离等。将轴转动到9点钟方向、3点钟方向、12点钟方向的位置,观察激光光束是否有相对偏移。按照屏幕上的图形化操作指引进行测量,仪器会自动采集数据。结果分析与调整:测量完成后。
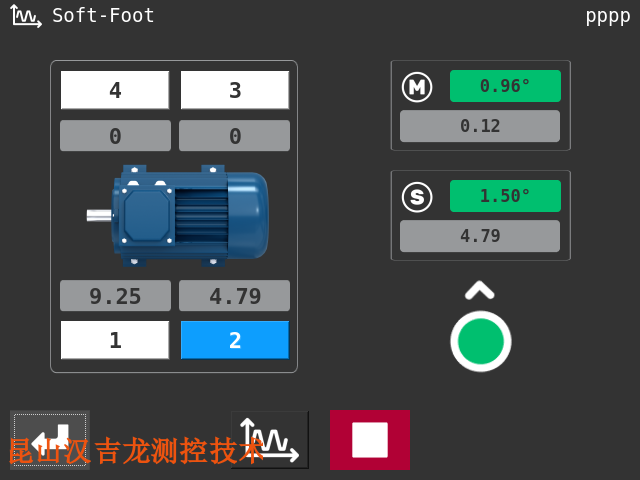
光谱协同监测技术技术集成:红外热成像:搭载FLIRLepton160×120像素红外热像仪(热灵敏度<50mK,测温范围-20℃~+150℃),可提**-6个月发现轴承过热、电机绕组短路等热异常。可见光视觉:5MP可见光摄像头捕捉设备机械状态图像,与热像图叠加生成带温度标签的诊断报告,实现“几何偏差-温度场-机械状态”的三维可视化。应用场景:某化工泵对中偏差时,红外热像同步显示轴承温度升高15℃,验证对中不良与热故障的关联性。三、智能补偿算法体系**功能:软脚检查器:通过数字倾角仪实时监测地脚不均匀沉降,自动计算垂直设备所需的垫片调整量,精度达。热增长补偿:内置热膨胀模型,根据设备材料特性与运行温度动态修正对中数据,例如炼油厂压缩机热态对中偏差减少80%,轴承温度峰值从75℃降至45℃。算法优势:结合机器学习优化补偿模型,适应不同设备的个性化热变形规律,避免传统经验公式的局限性。 ASHOOTER便携联轴器找正仪。
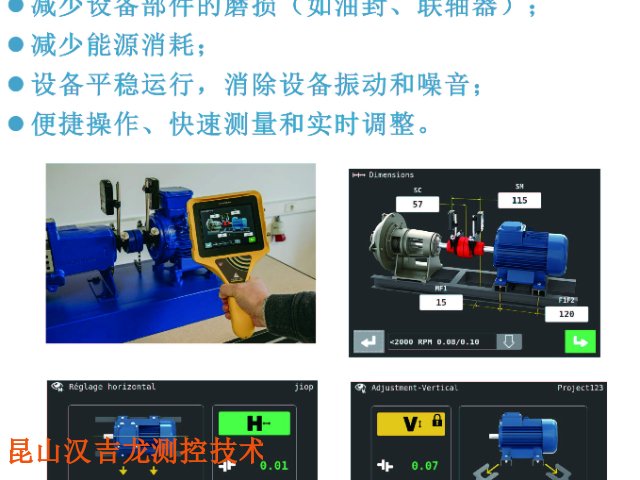
对比传统方法的***优势1.效率提升与成本降低校准时间压缩:传统百分表法校准五轴机床需8-12小时,而ASHOOTER通过3D动态视图引导与自动计算功能,将时间缩短至2-4小时。例如,某汽车零部件厂使用ASHOOTER校准车铣复合机床,单次停机损失从5万元降至万元。维护成本优化:多维度诊断减少计划外停机,例如某模具厂使用ASHOOTER后,主轴轴承更换周期从6个月延长至18个月,年维护成本节省约30万元。2.复杂场景适应性无线传感器与IP54防护:摆脱线缆束缚,可在狭小空间(如机床电主轴内部)或粉尘环境中作业。例如,某风电设备加工车间使用ASHOOTER校准大型立式车床C轴,避免了传统线缆连接易受干扰的问题。长轴距高精度兼容:支持20米以上长跨距对中,适用于龙门铣床、落地镗床等大型设备。例如,某重型机床厂使用ASHOOTER校准6米长X轴导轨,直线度误差从降至,加工大型箱体平面度误差从改善至。 镭射激光对中仪的操作界面本地化适配。电机轴找正仪电话
汉吉龙激光对中扫描系统在长轴设备校准中的独特优势。电机轴找正仪电话
多源信号融合诊断某风电齿轮箱轴系激光测量显示平行偏差(达标),但振动频谱出现以下特征:1X幅值异常:1X幅值5mm/s(正常<2mm/s),伴随2X幅值。相位差矛盾:联轴器两端相位差150°(理论应<90°),与激光测量结果不符。温度场佐证:红外热成像显示齿轮啮合区温度升高15℃,**终定位为齿轮箱箱体变形导致动态不对中。3.重复性验证与趋势分析某汽车厂加工中心主轴连续10次测量显示:1X幅值波动:1X幅值在3-6mm/s间无规律变化,相位差波动±30°。包络谱异常:虽AS500未直接支持包络分析,但通过时域波形观察到周期性冲击(类似断齿特征),结合激光测量发现主轴轴承内圈裂纹,更换后1X幅值降至。 电机轴找正仪电话
与轴找正仪相关的文章
S和M轴找正仪怎么样
- 轴找正仪价格 2025-12-31
- 法国轴找正仪厂家 2025-12-31
- 经济型轴找正仪技术参数 2025-12-31
- 爱司轴找正仪批发 2025-12-31
- 教学轴找正仪特点 2025-12-31
- 国产轴找正仪怎么样 2025-12-31
- 马达轴找正仪操作步骤 2025-12-31
- 江西HOJOLO轴找正仪 2025-12-31
- 电机轴找正仪电话 2025-12-31
- 重庆常见轴找正仪 2025-12-30
- HOJOLO轴找正仪图片 2025-12-30
- 浙江10米轴找正仪 2025-12-30
与轴找正仪相关的产品

与轴找正仪相关的新闻
-
电机轴找正仪调试 2025-12-30 19:05:07ASHOOTER激光联轴器找正仪是法国SY技术公司发布的一款集高精度对中与预测性维护于一体的智能设备。昆山汉吉龙测控技术有限公司为中国区总代理及亚太区售后服务中心。其相关介绍如下:测量精细:配备30毫米CCD探测器,分辨率达,搭配稳定的激光发射器,确保测量结果精细。同时,系统带有数字倾角...
-
河南经济型轴找正仪 2025-12-30 12:04:21多源信号融合诊断某风电齿轮箱轴系激光测量显示平行偏差(达标),但振动频谱出现以下特征:1X幅值异常:1X幅值5mm/s(正常<2mm/s),伴随2X幅值。相位差矛盾:联轴器两端相位差150°(理论应<90°),与激光测量结果不符。温度场佐证:红外热成像显示齿轮啮合区温度升高15℃,**终...
-
S和M轴找正仪使用方法图解 2025-12-30 14:04:20多源信号融合诊断某风电齿轮箱轴系激光测量显示平行偏差(达标),但振动频谱出现以下特征:1X幅值异常:1X幅值5mm/s(正常<2mm/s),伴随2X幅值。相位差矛盾:联轴器两端相位差150°(理论应<90°),与激光测量结果不符。温度场佐证:红外热成像显示齿轮啮合区温度升高15℃,**终...
-
工厂轴找正仪现状 2025-12-30 00:14:32多源信号融合诊断某风电齿轮箱轴系激光测量显示平行偏差(达标),但振动频谱出现以下特征:1X幅值异常:1X幅值5mm/s(正常<2mm/s),伴随2X幅值。相位差矛盾:联轴器两端相位差150°(理论应<90°),与激光测量结果不符。温度场佐证:红外热成像显示齿轮啮合区温度升高15℃,**终...
与轴找正仪相关的问题
新闻资讯
产品推荐
-
找正激光对中仪器图片
2025-12-31 -
轴找正仪价格
2025-12-31 -

瑞典联轴器对中仪多少钱
2025-12-31 -

红外激光对中仪制造商
2025-12-31 -

法国轴找正仪厂家
2025-12-31 -
国产激光对中仪器调试
2025-12-31 -

经济型轴找正仪技术参数
2025-12-31 -

设备法兰联轴器对中仪厂家排名
2025-12-31 -
自主研发联轴器对中仪制造商
2025-12-31