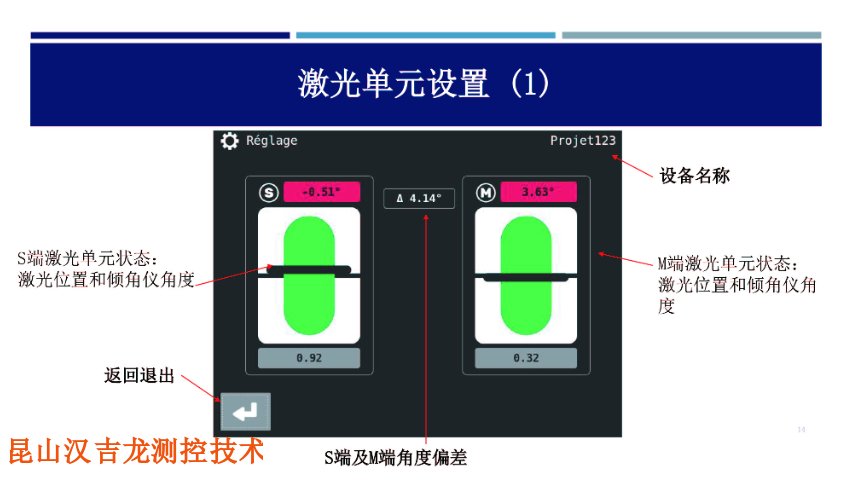
支架与传感器的垂直对准采用仪器配套的V型立式支架固定传感器(激光发射单元与接收单元),支架底部需放置在平整、刚性的基座上(禁用柔性台面,避免支架倾斜);通过支架的“高度调节旋钮”将发射/接收单元的光轴中心与法兰中心的高度差控制在≤2mm(参考仪器说明书要求),再用“角度调节螺丝”将传感器光轴与法兰端...
法兰联轴器对中仪基本参数
- 品牌
- HOJOLO,LEAKSHOOTER, SYNERGYS
- 型号
- AS500
- 类型
- 气体检漏仪
- 重量
- 1
- 产地
- 苏州
- 厂家
- 汉吉龙测控技术有限公司
法兰联轴器对中仪企业商机
传感器的**功能是发射激光并接收反射信号,通过以下步骤测试其有效性:1.激光发射测试确保传感器安装牢固,开机后观察激光发射器(通常位于传感器头部)是否发出稳定的可见激光束(HOJOLO多采用635-670nm红色激光,肉眼可见);用干净的白纸或光屏在激光路径上承接光斑,若光斑清晰、无闪烁或中断,说明激光发射模块正常;若光斑模糊、忽明忽暗或完全无激光,可能是激光头损坏或供电异常。2.信号接收测试将传感器与反光靶(或配套测量靶)按正常测量距离摆放(如50mm-500mm,根据型号调整),确保激光束准确照射到靶面中心;观察仪器屏幕的“信号强度”指标(通常以百分比或条形图显示),正常情况下信号强度应≥70%(不同型号阈值可能不同);轻微移动反光靶(如左右偏移1-2mm),屏幕应实时显示偏移数据的变化,且数据响应流畅无延迟,说明接收模块能正常捕捉信号变化;若信号强度持续低于阈值或数据无响应,可能是CCD探测器故障或靶面脏污。 ASHOOTER联轴器法兰连接的紧配螺栓。工业法兰联轴器对中仪操作步骤

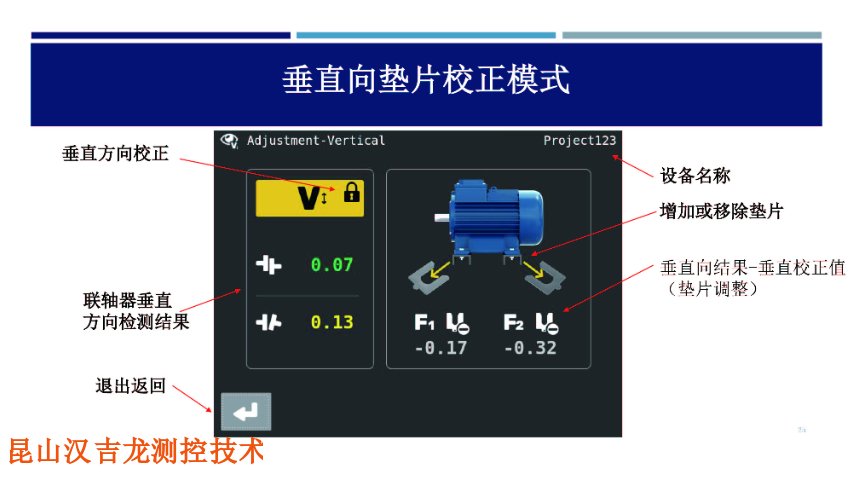
按周期与规范完成仪器校准该仪器的“高精度”依赖于传感器与数据算法的稳定性,需通过定期校准消除漂移误差:遵循厂家校准周期与标准按仪器说明书要求执行校准(通常建议每6-12个月1次,若频繁用于高振动、高温度环境,需缩短至3-6个月);优先使用厂家提供的立式法兰**校准工装(如标准校准块、已知偏差的模拟法兰),校准项目需覆盖:传感器位移精度(验证微米级分辨率是否有效,如输入±,仪器显示值需与标准值一致,误差≤±);垂直方向角度偏差校准(模拟立式法兰常见的“张口偏差”,如输入±°标准角度,仪器计算值需符合±°的允许误差);数据算法有效性(校准仪器是否能正确识别“立式安装”的重力影响,避免因垂直方向重力导致的传感器微小形变被误判为法兰偏差)。 工业法兰联轴器对中仪怎么样AS多功能法兰联轴器对中仪 测量、校准、报告生成一体化。
ASHOOTER法兰联轴器对中检测线:批量设备对中校准,提高生产效率ASHOOTER法兰联轴器对中检测线是专为批量设备出厂前或大规模运维场景设计的集成化对中校准系统,通过“自动化流程+模块化设计+智能数据管理”的组合,将传统单台手动校准的离散式操作升级为连续化、标准化的批量处理模式,大幅提升生产或运维中的对中校准效率,尤其适用于电机、泵组、减速机等通用设备生产线,或大型工厂设备集群的批量维护场景。**优势:批量处理的效率**连续化作业流程,打破单台校准瓶颈检测线采用“输送单元+多工位校准模块”的流水线设计,实现设备从“上料→定位→检测→调整→复检→下料”的全流程自动化:输送单元通过传送带或机械臂将待校准设备(如带法兰的电机、泵体)自动送入校准工位,无需人工搬运对位;多工位并行处理(如2-4个校准工位同步运行),单工位每小时可完成15-20台设备对中校准,较传统人工单台校准效率提升3-5倍,满足批量生产的高节奏需求。
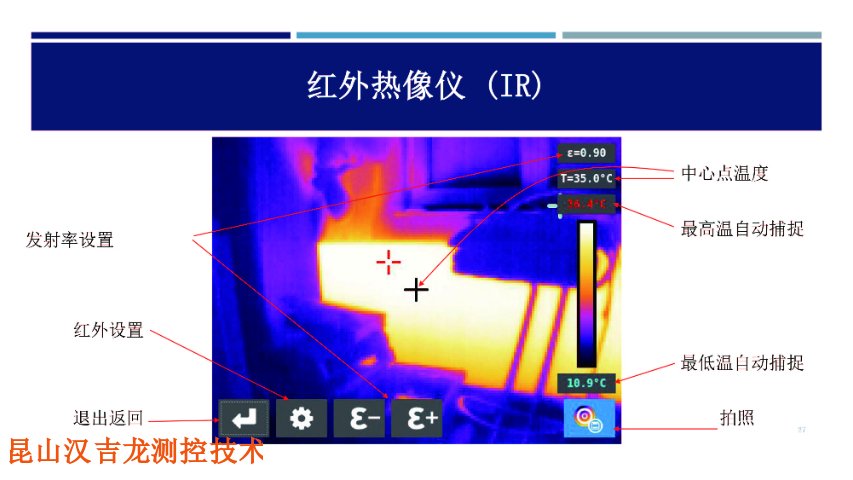
动态修正与模拟预调整冷态预调整模式:在设备停机状态下,输入目标运行温度(如100℃),仪器模拟热态下的轴系变形,生成“冷态预调整量”。例如,若热态时轴系需保持,冷态对中时会自动调整至,确保升温后达到理想对中状态。实时动态补偿:设备运行中,仪器每2秒更新一次温度数据,同步修正对中偏差。例如,当温度波动±5℃时,系统自动调整激光束指向,确保热态偏差始终控制在±。温度监测与对中数据的深度融合红外热像仪的协同作用集成的FLIRLepton红外热像仪可捕捉-20℃~+150℃范围内的温度场,分辨率达℃。通过将热成像与对中数据叠加显示,可直观识别温度异常区域与对中偏差的关联。例如:当联轴器某侧温度比另一侧高10℃时,系统自动提示“可能存在角度偏差导致局部摩擦升温”,并在三维视图中标注具**置。轴承温度超过70℃时,触发预警并建议停机检查,避免因高温引发设备损坏。历史数据对比与趋势分析仪器可存储1000组带温度标签的对中数据,支持生成包含“温度-偏差”曲线的诊断报告。例如,某化工泵在运行3个月后,通过对比发现其热态对中偏差从,结合温度曲线分析,判断为轴承磨损导致的热膨胀异常,及时更换后对中精度恢复至±。 AS升级款法兰联轴器对中仪 传统设备升级,新增智能对中仪功能。
智能管理:数字化打通数据全链路数据自动存档与追溯:可存储1000+组测量数据,每组数据关联设备编号、测量时间、操作人员、环境参数等信息,支持按设备型号、日期快速检索,替代传统纸质记录,满足ISO质量追溯要求;无线数据同步:新增蓝牙5.0和Wi-Fi模块,可实时将数据同步至工厂MES系统或手机APP,管理人员远程查看对中进度(如“3号泵组对中完成,偏差合格”),无需现场驻守;报告智能生成:一键导出标准化PDF报告,包含原始数据、偏差趋势图、调整前后对比、算法分析结论(如“偏差主要源于底座软脚,建议检查支撑稳定性”),报告可自定义企业LOGO和审核流程。HOJOLO SYNERGYS立式法兰联轴器对中仪的工作温度范围是多少?工业法兰联轴器对中仪操作步骤
HOJOLO SYNERGYS双激光法兰联轴器对中仪 双重验证偏差数据,对中精度更高。工业法兰联轴器对中仪操作步骤
标准化操作,消除人工误差与差异传统人工校准依赖操作经验,易因人员技能差异导致校准精度不稳定。检测线通过以下方式实现标准化:内置统一校准算法,针对不同规格法兰(直径50-500mm)预设参数模板,无需人工反复输入;自动定位系统(激光轮廓识别+机械限位)精细固定设备法兰位置,确保每次测量基准一致;校准过程全程由系统自动执行(激光测量→偏差计算→调整指令输出),人工*需辅助放置设备和确认调整结果,将人为误差降低至±。系统组成:模块化设计适配多样化需求自动化输送与定位模块输送单元:采用变频调速传送带或AGV小车,支持设备连续上料,适配不同尺寸(长度300-1500mm)、重量(≤500kg)的设备;定位机构:通过气动夹具或伺服电机驱动的定位销,自动将设备法兰固定在测量基准位(偏差≤),确保激光传感器对准法兰边缘基准点。 工业法兰联轴器对中仪操作步骤
与法兰联轴器对中仪相关的文章
机械法兰联轴器对中仪厂家排名
- 设备法兰联轴器对中仪使用方法 2026-01-16
- 欧洲法兰联轴器对中仪定制 2026-01-16
- 工业法兰联轴器对中仪操作步骤 2026-01-16
- 多功能法兰联轴器对中仪连接 2026-01-16
- 经济型法兰联轴器对中仪厂家 2026-01-16
- 瑞典法兰联轴器对中仪使用视频 2026-01-16
- AS500法兰联轴器对中仪定制 2026-01-15
- 红外法兰联轴器对中仪用途 2026-01-15
- 经济型法兰联轴器对中仪公司 2026-01-15
- 振动法兰联轴器对中仪 2026-01-14
- 国内法兰联轴器对中仪怎么用 2026-01-14
- 转轴法兰联轴器对中仪价格 2026-01-14
与法兰联轴器对中仪相关的产品


与法兰联轴器对中仪相关的新闻
-
10米法兰联轴器对中仪校准规范 2026-01-10 12:03:51爱司升数据实用性与管理效率数据标记与分类:支持为每组数据添加标签(如“#电机A-202508校准”),通过关键词快速检索历史记录,方便设备维护周期追溯。防篡改设计:数据存储采用加密格式,记录生成后自动附加时间戳,确保存档数据真实可靠,满足合规性要求较高的行业(如医疗、能源)需求。电池续航...
-
耦合法兰联轴器对中仪激光 2026-01-08 19:03:32ASHOOTER热补偿法兰联轴器对中仪通过动态温度监测与智能算法补偿,有效解决了传统对中仪在设备运行时因温度变化导致的轴系变形问题,其**技术与应用价值可从以下维度深入解析:一、热补偿技术的**原理与实现双激光束实时监测ASHOOTER采用双激光束交叉测量技术,通过两个**的激光发射器(...
-
电机法兰联轴器对中仪公司 2026-01-08 00:14:06多样化导出方式,适配不同场景需求支持多种数据传输接口和格式,满足现场快速导出或远程同步需求:无线传输:通过蓝牙或Wi-Fi连接手机、平板或电脑,实时同步数据至**APP或管理软件,无需物理接线,适合车间、户外等移动场景;有线连接:配备USB-C接口,直接连接电脑导出数据,支持Excel、...
-
HOJOLO法兰联轴器对中仪的作用 2026-01-08 04:03:43外观与连接检查:排除物理故障传感器的物理状态直接影响工作性能,需重点检查:外观完整性检查激光头是否有划痕、裂纹或污渍,若镜头脏污,可用**镜头布轻轻擦拭(禁用酒精等腐蚀性液体);查看传感器外壳、连接线是否破损,接口是否松动或氧化,若连接线断裂或接口接触不良,可能导致信号传输中断。环境适应性测试在工业...
与法兰联轴器对中仪相关的问题
新闻资讯
产品推荐
-

国产百分表对中仪服务
2026-01-17 -
电机振动分析服务价值
2026-01-17 -
欧洲快速对中校正仪保修
2026-01-17 -
动力振动分析服务报告
2026-01-17 -
机械法兰联轴器对中仪厂家排名
2026-01-17 -

振动激光对中服务使用方法图解
2026-01-17 -

经济型便携同心度检测仪技术参数
2026-01-16 -

振动百分表对中仪企业
2026-01-16 -

经济型轴对中校准测量仪定做
2026-01-16