- 品牌
- 诺荣
- 型号
- 齐全
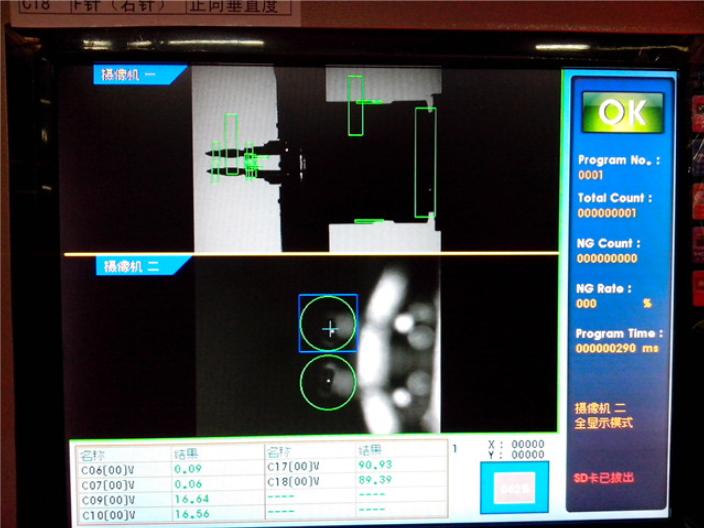
在工业 4.0 浪潮中,机器视觉检测系统正以其***的柔性检测能力重塑定制化生产格局。该系统采用多模态传感器融合技术,集成线阵 CCD 相机、激光位移传感器与红外热像仪,可实现 0.01mm 级尺寸测量、0.1°C温度分辨率的复合检测。其核心算法基于深度学习框架,通过迁移学习技术*需 200 张样本即可完成新模型训练,适应汽车零部件、医疗器械等多领域的定制化检测需求。某新能源电池厂商应用后,成功实现 12 种型号极片的混线检测,缺陷识别准确率达 99.87%,检测效率提升 300%。系统支持动态 ROI 区域调整,可在 0.3 秒内完成不同规格工件的检测参数切换,有效解决定制化生产中的小批量多品种难题。机器视觉检测设备中的表盘视像标定设备,用高精度定位技术,快速完成表盘坐标系统的校准。大连印刷质量机器视觉检测设备厂家
机器视觉检测设备
某新能源电池企业在引入机器视觉检测设备后,取得了***的经济效益和社会效益。在新能源电池的生产过程中,极片涂布的质量直接影响到电池的性能和安全性。传统的检测方法难以满足对极片涂布厚度的高精度检测要求,导致产品的良率较低,生产成本较高。而机器视觉检测设备的应用,彻底改变了这一局面。该设备在极片涂布检测中,凭借其先进的技术和强大的功能,实现了对极片厚度波动的精确控制。通过实时监测和分析极片的图像数据,设备能够及时发现厚度的微小变化,并自动调整涂布工艺参数,将厚度波动控制在0.1mm以内。这种高精度的控制能力,**提高了极片的质量稳定性,减少了因厚度不均匀而导致的电池性能下降和安全隐患。同时,设备的高效检测能力也提高了生产效率,降低了生产成本。在引入设备之前,企业的极片涂布良率较低,需要大量的人工进行筛选和修复,不仅浪费了大量的时间和人力,还增加了生产成本。而引入设备后,极片涂布的良率大幅提升至99.2%,**减少了次品率,提高了产品的市场竞争力。此外,设备的应用还为企业带来了良好的社会效益。浙江全自动机器视觉检测设备现货机器视觉检测设备的表盘视像标定设备,利用高精度定位,快速标定好表盘的坐标,方便后续检测。
面对不同批次产品的材质差异与光照变化,机器视觉检测设备采用自适应阈值调节算法。设备通过实时分析背景图像的灰度分布,自动优化检测参数。例如在汽车零部件检测中,当铝合金表面反光度变化时,设备可动态调整对比度与边缘检测算子,确保在油污污染、热处理色差等复杂条件下仍能稳定识别缺陷。结合多传感器数据融合技术,将视觉数据与激光测厚仪、压力传感器信号交叉验证,进一步提升检测结果的可信度。某新能源电池企业通过该设备,在极片涂布检测中实现了 0.1mm 的厚度波动控制,良率提升至 99.2%。
人机协同 —— 新型质量管控模式机器视觉检测设备采用增强现实(AR)辅助系统,将检测结果以三维标注形式投射到工人视野中。当检测到隐蔽缺陷时,AR 眼镜自动高亮显示缺陷位置并提供修复建议。某航空航天部件厂通过这种方式,使返修效率提升 50%。同时,设备保留人工复核通道,质检员可通过触屏操作回溯检测过程,形成 "机器初筛 + 人工精检" 的智能混合模式。在医疗器械生产中,设备与人工复核的协同作业,确保了 0.02mm 的尺寸公差控制,满足 ISO 13485 标准要求。机器视觉检测设备中的表盘视像标定设备内置智能升压降压控制功能,有效避免表盘视像标定过程中的机械损伤。

机器视觉检测设备与自动化生产线的无缝集成是现代制造业的一大趋势。通过将机器视觉检测系统嵌入到自动化生产线中,企业可以实现从原材料加工到成品包装的全程自动化生产。在这个过程中,机器视觉检测系统负责实时监测和控制产品质量,确保每个生产环节都符合预设的标准和要求。同时,系统还能与自动化生产线上的其他设备实现数据共享和协同工作,进一步提高整体生产效率和准确性。这种无缝集成不仅提升了企业的生产能力和竞争力,还为制造业的智能化转型提供了有力支持。采用偏振成像技术,机器视觉检测设备可以检测表盘表面涂层厚度情况,为工艺优化提供参考。江苏全自动机器视觉检测设备品牌
依靠图像配准算法,机器视觉检测设备可快速统一表盘多区域坐标系统,实现高效对接。大连印刷质量机器视觉检测设备厂家
机器视觉检测在产品质量控制中发挥着至关重要的作用。通过高精度的图像捕捉和处理技术,该系统能够准确识别出产品表面的微小缺陷、划痕、污染等问题。一旦发现不合格产品,系统会自动将其分类并隔离至不合格品箱中,避免其流入下一道工序对后续生产造成不良影响。同时,系统还会记录每个产品的检测数据,包括尺寸、缺陷类型、位置等信息,为后续的质量分析和追溯提供***而详细的数据支持。这种***的质量控制手段有助于企业及时发现并解决质量问题,提升整体产品质量水平。大连印刷质量机器视觉检测设备厂家

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04
- 河北3D相机机器视觉检测设备哪家好 2026-02-04
- 河北在线机器视觉检测设备公司 2026-02-04
- 深圳表面缺陷机器视觉检测设备厂家 2026-02-04
- 青岛印刷质量机器视觉检测设备 2026-02-04
- 深圳ccd机器视觉检测设备行情 2026-02-04




- 广东在线机器视觉检测设备批发 2026-02-04
- 辽宁智能机器视觉检测设备批发 2026-02-04
- 江苏不锈钢机器视觉检测设备 2026-02-03
- 山东3D相机机器视觉检测设备厂家 2026-02-03
- 大连人工智能机器视觉检测设备价格 2026-02-03
- 重庆工业机器视觉检测设备供应 2026-02-03






- 南京异步电机测试台供应 03-20
- 苏州无刷电机测试台供应 03-20
- 厦门滤清器气密性检漏设备厂家直销 03-20
- 常州低速电机测试台供应商 03-20
- 青岛工业传感器测试台供应商 03-20
- 广西电动式电子膨胀阀测试台价格 03-20
- 苏州电机测试台出厂价 03-20
- 重庆力矩传感器测试台供应 03-20
- 重庆加速度传感器测试台企业 03-20
- 常州减速电机测试台行情 03-20