- 品牌
- 诺荣
- 型号
- 齐全
在智能制造 2025 战略推动下,柔性机器视觉检测系统正成为个性化定制生产的**使能技术。该系统集成线阵 CCD 相机与结构光三维扫描仪,可实现 0.01mm 级尺寸测量精度,其动态标定模块采用激光跟踪仪实时校准,确保多传感器数据融合误差小于 0.02mm。面对定制化生产中频繁的型号变更,系统通过深度学习模型自动迁移学习,*需 5 分钟即可完成新检测方案部署。以 3C 电子行业为例,某智能穿戴设备厂商应用该系统后,成功实现 12 种型号耳机外壳的混线检测,视觉引导机器人可在 2 秒内完成不同型号产品的抓取定位,配合多光谱成像技术精细识别 0.05mm 的注塑件毛边缺陷。检测数据通过工业互联网实时上传至云端质量平台,生成包含缺陷分布热力图、过程能力指数等 18 项指标的质量分析报告,帮助企业将产品不良率从 0.7% 降至 0.08%。机器视觉检测设备中的表盘视像标定设备的颜色识别功能强大,可根据实际需求调整颜色识别参数。天津高速机器视觉检测设备批发
机器视觉检测设备
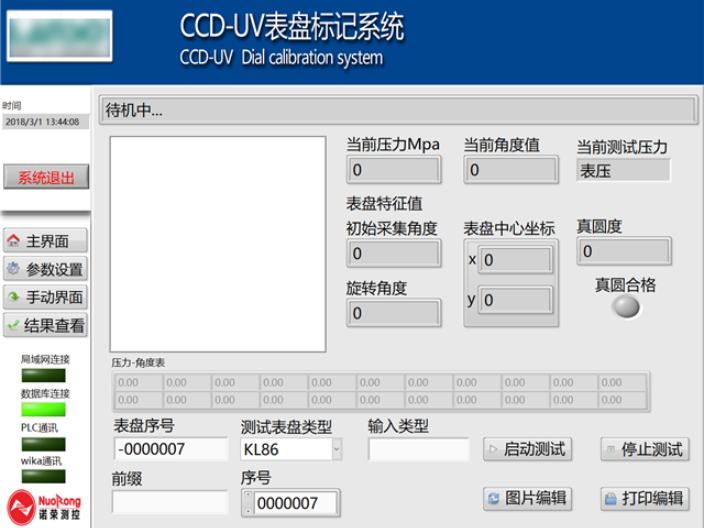
行业创新应用 —— 跨领域技术迁移机器视觉检测设备正从制造业向医疗、食品等领域渗透。在药品包装检测中,设备可识别铝箔气泡、批号打印偏移等问题,检测速度达 300 片 / 分钟。在肉类加工行业,通过近红外光谱分析,实现脂肪分布、异物混入的实时检测。某乳制品企业通过视觉检测与味觉传感器结合,建立乳制品风味的可视化评价体系,突破传统感官评价的局限性。在半导体晶圆检测中,设备通过纳米级光学显微镜,实现了 0.5μm 线宽的缺陷检测,满足 5nm 制程工艺要求。山西晶圆机器视觉检测设备批发表盘视像标定设备在机器视觉检测设备中,利用定位方法,快速完成表盘坐标的校准工作。
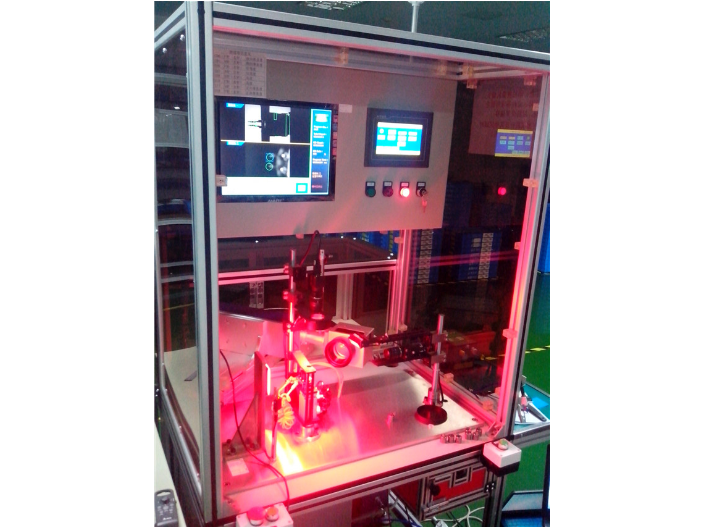
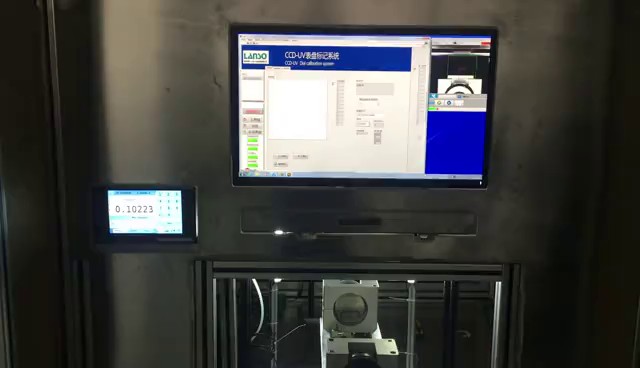
表盘视像标定设备以其稳定性,赢得了的认可和赞誉。该设备采用先进的图像处理算法,能够实现对表盘刻度的精确识别与标定,其检测精度高达0.6%以下,完全满足了高精度检测的要求。同时,设备还具备出色的稳定性,能够在长时间连续工作的情况下保持稳定的检测性能。此外,设备还具备预设升压与降压刻度间阈值的功能,有效防止了机械擦碰,进一步提高了检测的可靠性和安全性。这种精确度与稳定性的结合,使得表盘视像标定设备在工业生产中发挥了重要作用。
印刷行业的视觉检测:细节决定品质,**呈现色彩印刷行业对产品的色彩准确性、图像清晰度和文字排版有着极高的要求。视觉检测技术的引入,为这一行业带来了更加精细、高效的检测手段。在印刷品的生产过程中,视觉检测设备通过捕捉高清图像,结合先进的图像处理和人工智能算法,能够准确识别出印刷品上的色彩偏差、图像模糊和文字排版错误等问题。这些设备不仅能够对印刷品的色彩准确性进行精确测量,还能够对图像清晰度和文字排版进行***检测,确保每一件印刷品都符合设计要求。此外,视觉检测设备还能够对印刷过程中的油墨分布、纸张质量等参数进行实时监测,为生产线的调整和优化提供了有力支持。这种智能化的检测方式,不仅提升了印刷行业的整体质量水平,还为消费者提供了更加精美、准确的印刷品选择。机器视觉检测设备中的表盘视像标定设备通过自适应图像分析技术,达成多规格表盘的高效识别与标定。
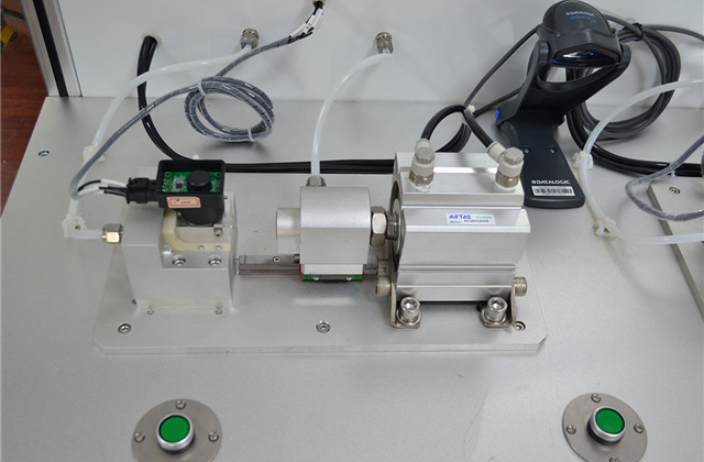
成本优化 —— 隐性效益的显性化机器视觉检测设备的长期经济性体现在质量成本的三个维度:预防成本方面,减少首件检验耗时;鉴定成本方面,替代 5-8 名质检员的目检工作;故障成本方面,降低因漏检导致的客户投诉赔偿。某汽车线束厂测算,年节约成本达 120 万元,投资回收期* 8 个月。通过缺陷类型分布分析,指导工艺改进,如某注塑件飞边缺陷减少后,原料利用率提升 4%。在食品包装行业,设备实现了 0.05mm 的封边缺陷检测,降低因漏封导致的退货损失 35%。机器视觉检测设备里的表盘视像标定设备,用高精度定位技术,快速确定表盘的坐标系统。山西光刻机器视觉检测设备企业
机器视觉检测设备里的表盘视像标定设备,靠定位技术,把表盘的坐标系统快速标定准确。天津高速机器视觉检测设备批发
消费电子产品的视觉检测:细节决定成败在消费电子产品领域,视觉检测技术的引入为产品的质量控制提供了有力保障。这些设备通过捕捉产品的高清图像,利用先进的图像处理和人工智能算法,能够准确检测出产品上的瑕疵和缺陷,如划痕、凹陷、色差等。特别是在智能手机、平板电脑等**消费电子产品的检测中,视觉检测技术的优势尤为突出。它能够捕捉到产品上微小的瑕疵,确保每一台设备都符合***要求。同时,视觉检测设备还能够对产品的外观尺寸、装配精度等进行***检测,确保产品的整体质量和一致性。这种精细化的检测方式,不仅提升了消费电子产品的整体质量水平,还为消费者提供了更加质量、可靠的产品体验。天津高速机器视觉检测设备批发

药品制造中的视觉检测:质量与安全的双重保障在药品制造领域,视觉检测设备的引入为药品质量和安全提供了双重保障。通过高分辨率摄像头捕捉药品包装和标签的图像,结合先进的图像处理和人工智能算法,视觉检测设备能够准确识别并验证药品的批次号、有效期、生产厂家等关键信息,确保每一盒药品都符合法规要求。同时,视觉检测设备还能检测出药品包装上的缺陷,如破损、污染、标签错位等,有效避免了不合格药品流入市场。在片剂、胶囊等固体制剂的生产过程中,视觉检测设备还能够对药品的形状、颜色、大小等进行***检测,确保药品的一致性和稳定性。这种智能化的检测方式,不仅提高了药品制造行业的整体质量水平,还为患者的用药安全提供了有力...
- 浙江视像机器视觉检测设备生产 2026-02-04
- 宁波塑胶机器视觉检测设备企业 2026-02-04
- 青岛五金机器视觉检测设备价格 2026-02-04
- 深圳塑胶机器视觉检测设备供应 2026-02-04
- 浙江工业机器视觉检测设备供应 2026-02-04
- 河北3D相机机器视觉检测设备哪家好 2026-02-04
- 河北在线机器视觉检测设备公司 2026-02-04
- 深圳表面缺陷机器视觉检测设备厂家 2026-02-04
- 青岛印刷质量机器视觉检测设备 2026-02-04
- 深圳ccd机器视觉检测设备行情 2026-02-04




- 广东在线机器视觉检测设备批发 2026-02-04
- 辽宁智能机器视觉检测设备批发 2026-02-04
- 江苏不锈钢机器视觉检测设备 2026-02-03
- 山东3D相机机器视觉检测设备厂家 2026-02-03
- 大连人工智能机器视觉检测设备价格 2026-02-03
- 重庆工业机器视觉检测设备供应 2026-02-03




- 杭州压力传感器测试台公司 03-21
- 北京测距传感器测试台直供 03-21
- 常州微型电机测试台出厂价 03-21
- 南京指令式电子膨胀阀测试台品牌 03-21
- 深圳接近开关传感器测试台直供 03-21
- 天津力矩传感器测试台厂家 03-21
- 苏州减速电机测试台 03-20
- 昆山交流电机测试台报价 03-20
- 南京异步电机测试台供应 03-20
- 苏州无刷电机测试台供应 03-20