为准确匹配不同规格的工件,POLYSOUDEMW系列封闭式管管自动焊机依照可焊接的管外径范围,细分为四款型号:MW40:适用于管外径6至40毫米(即1/4英寸至1又1/2英寸);MW65:适用于管外径12至65毫米(即1/2英寸至2又1/2英寸);MW115:适用于管外径25至115毫米(即1英寸至4又1/2英寸);MW170:适用于管外径80至170毫米(即3又1/8英寸至6又5/8英寸)。用户可根据自身产品的主要管径规格,选择适配的机头型号。本系列产品设计具有高度的兼容性与经济性,同一台焊接电源可适配不同规格的MW机头。为进一步提升设备利用率和生产柔性,客户还可选配双焊接机头切换箱,实现单个电源对两套机头的快速切换与控制,有效应对多品种、小批量的生产场景。双相不锈钢焊接难度较高,需要专业的焊接工艺。宝利苏迪自动氩弧焊机MW可完美控制热量输入,获得可靠焊缝。上海全位置管焊机管道自动焊机
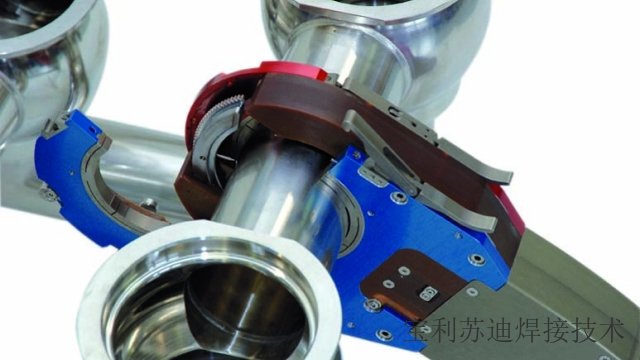
宝利苏迪管管自动氩弧焊机,全位置氩弧焊机MW,UHP系列采用氩弧焊接工艺,电流通过非消耗性钨电极产生,在电极和工件之间建立电弧。电弧的热量使结合在一起的金属熔化。钨是一种难熔金属,熔化点高达3410度。它可以承载电弧的热量,并且在变得红热时保持其硬度。过去,TIG焊接采用钍钨钨极,如今,更倾向于使用各种不同的合金钨极,例如镧钨钨极,无放射物质,而且其性能与钍钨钨极相当。在宝利苏迪自动管焊机,管管自动焊机MW使用之前,必须使用特殊的钨极磨削机来获得精确的钨极端部准备和足够的可重复精度,这对于维持稳定的电弧和一贯的焊接渗透水平极其重要。锥形部分的磨削方向应为纵向,与钨极的晶粒结构一致。江西全位置管管自动焊机管道自动焊机制造厂家宝利苏迪POLYSOUDE自动管管焊机MW115,用于造纸机械中给水排水系统中的不锈钢管路连接。

宝利苏迪UHP500水冷型封闭式焊接机头特性:结构紧凑,短小精悍,机械系统牢固可靠;高效率的驱动电机;紧凑的设计风格,适用于空间位置受限制的场所;特殊的送气装置可避免微小的散失;机头自动停止于初始位置;非对称设计可焊接直线段较短的接头;由可互换的卡式盘组成的组合式夹持系统,可方便的更换不同规格的焊件;小间隙驱动和闭式反馈调节可保证精确的焊接速度;可焊管外径3至12.7mm;此机头为水冷机头设计,暂载率高;洁净焊接,高纯度气体回路,避免杂质进入和焊接氧化。
宝利苏迪MW封闭式管管焊接设备,无菌管路焊机MW凭借其良好性能,在生物制药领域得到了广泛应用。生物制药领域有着无处不在的管路系统,例如生物反应器管道,各种药品、培养基、酶的输送管路,在线消毒设施,生物制药纯化水设备的洁净管路等。这些管道系统的洁净程度直接影响到药品的生产质量和安全性。不锈钢材料因其优异的耐高温和抗腐蚀性能,是生物制药设备和管道系统的优先材质。而在不锈钢管道的焊接中,全位置TIG焊以其高质量、低污染的特点,成为很多行业标准要求的焊接方式。其优势在于全封闭管焊设备保护、无需填充材料、人为因素干扰小、焊缝耐腐蚀。宝利苏迪POLYSOUDE特气管路焊机UHP专为不锈钢管自熔焊接设计,可焊管外径1.6到33.7 mm,用于微型接头焊接。

封闭式机头每种管子规格配1套焊接夹具,用于夹持和定位管子,对于小零件(法兰或接头)无需点焊,但对于管路接缝的焊接,需要事先点焊定位。焊接参数调好后即可进行自熔焊接。由于不锈钢及钛合金材质焊接时极易氧化,因此焊接过程中的保护必不可少。起弧焊接前,在焊接程序里设定的预送气时间段,保护气体通过焊接机头的出气小孔连续的小流量进入封闭焊接室,将原来的空气室排除到焊接室外,而将焊接室变成氩气室,焊接起弧后,能够更好的保护熔池及焊缝外表面,形成均匀的焊缝鱼鳞纹。同时管子背面需要充入小流量的氩气进行保护,以保证管子背面焊缝的成型和光洁度。轨道式自动焊接除了有完美的工艺重复性,所有实时焊接参数都可保存、记录和归档,可以保存到焊接电源里,下次再使用时只需通过遥控器选择程序号即可使用,可以从焊接电源直接打印焊接程序。宝利苏迪L型窄间距机头在全自动管焊机MW基础上改制,适用于自熔不填丝以及填充熔化性填塞两种方式。浙江双相不锈钢管焊机管道自动焊机哪家好
宝利苏迪UHP系列高纯管路焊接设备根据可焊管外径分为UHP625,UHP250,UHP500,UHP1000四个产品。上海全位置管焊机管道自动焊机
在使用宝利苏迪不锈钢管道自动焊机,封闭式便携管焊机MW,UHP前,需检查焊接保护气体回路,设定气体流量和压力。开始焊接时,整个气路必须按测试气体按钮至少20至30秒。一到两道焊缝要求开始时达到正常保护水平。根据结果,调整流量以使颜色达到您的需求。气体流量过高会引起电弧偏移。焊接气体为氩气。在需要提高效率时选择氩氢混合气体或氩氦混合气体。大多数轨道TIG焊接应用需要焊缝根部内部具有较高质量,因为这是焊缝中直接与输送介质接触的部分。为了避免任何氧化风险,在焊接操作前,中,后,管内热金属必须防止与大气中的氧气接触。根据待焊材料(碳钢,不锈钢,铜,铝,钛等)的不同,会向保护气体中添加氮气或氢气等还原性成分。上海全位置管焊机管道自动焊机