- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-AOP
能耗方面,不同类型的AOP高级氧化设备能耗表现存在差异。臭氧氧化设备因需要电能制备臭氧,能耗相对较高,尤其在处理量大的场景中,电力消耗成为主要能源支出。紫外线/过氧化氢设备的能耗主要集中在紫外灯管的电力消耗上,不过随着节能型紫外灯管的应用,其能耗已得到有效控制,在中小规模污水处理中能耗表现较为经济。电解氧化设备由于电解过程需要持续供电,能耗相对突出,尤其在高盐度废水处理中,因离子浓度影响电解效率,可能进一步增加能耗。但整体而言,通过优化设备结构和运行参数,如采用高效反应器和智能功率调节系统,可有效降低各类AOP设备的单位水能耗。在杀菌氧化方面,AOP高级氧化设备展现出良好的性能。其产生的羟基自由基具有极强的氧化能力,能快速破坏微生物的细胞膜、蛋白质和核酸结构,对细菌、病毒、藻类等微生物的杀灭率可达,且杀菌效果不受pH值、温度等环境因素的影响。相比传统氯消毒易产生危险副产物的问题,AOP技术在氧化杀菌过程中主要生成二氧化碳、水等无害物质,避免了二次污染。同时,在氧化降解有机污染物的过程中,AOP设备能同步完成杀菌消毒,尤其在饮用水净化和医疗废水处理中,可同时解决污染物去除和微生物灭活问题。 绿色工艺,从源头减少污泥产生与二次污染风险!辽宁化工废水处理AOP高级氧化设备常见问题
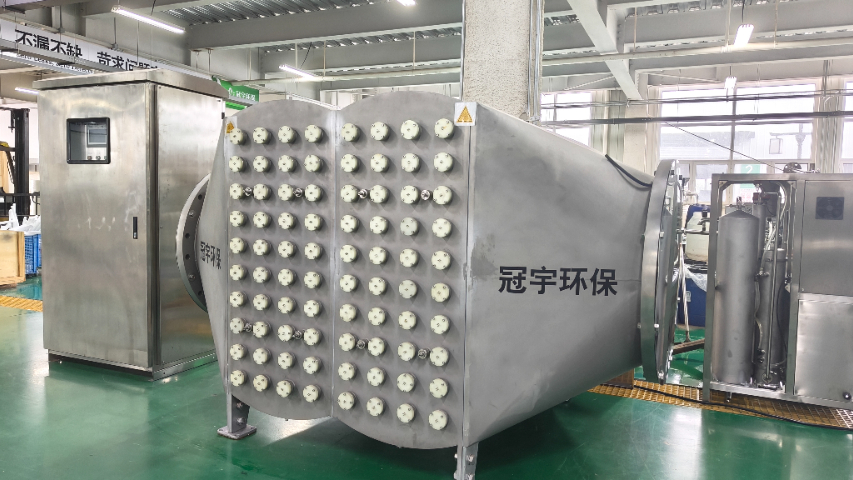
反应器是AOP工艺的“心脏”。河北冠宇采用计算流体动力学(CFD)模拟技术,对反应器内部结构进行精确设计与优化。我们**的多级紊流结构,通过导流板、旋流器等内构件,使气(臭氧)、液(废水)、固(催化剂)三相实现充分、均匀的混合与接触,极大增加了污染物、臭氧与催化剂活性位点的碰撞几率。这种设计有效消除了反应死角,防止了短流现象,确保了每一股水流都能获得均等的氧化处理机会,从而在整体上提升了反应器的容积利用率和处理效率。相较于传统鼓泡塔或固定床反应器,我们的设计能将反应时间缩短30%以上,设备体积更紧凑,能耗更低。辽宁化工废水处理AOP高级氧化设备常见问题智能控制让 AOP 设备操作更便捷准确。

AOP高级氧化设备原理基于产生强氧化性物质,主要是羟基自由基(・OH)来降解污染物。以常见的臭氧紫外光催化氧化设备为例,通过UV光催化、臭氧以及高级氧化技术协同作用。在特定反应环境下,UV光激发催化剂,促使臭氧分解产生羟基自由基。羟基自由基氧化能力极强,氧化电位高达2.8V,能无选择性地快速攻击有机污染物分子,破坏其化学键,将复杂有机物氧化分解为简单无机物,如二氧化碳和水,从根本上实现污染物的矿化去除,解决传统工艺难以对付的顽固有机污染物问题。
得益于模块化、一体化的设计理念和高效的反应器结构,河北冠宇的AOP设备单位处理能力的占地面积远低于传统污水处理构筑物。整个系统结构紧凑,布局合理,通常只需提供一块平整的硬化地面即可安装,极大地节约了宝贵的土地资源,特别适用于用地紧张的厂区改造或扩建项目。标准化的接口设计(管道、电缆)使得安装工作变得简单快捷,如同“搭积木”一般,很大程度地减少了对客户现有生产运营的干扰,实现了污水处理设施的“快速植入”。稳定产水,保障您后续工艺的稳定运行与产品品质。
活性炭基催化剂通过“吸附-催化”协同作用强化处理效果。活性炭载体的比表面积通常达800-1500m²/g,丰富的微孔结构可快速吸附污染物形成高浓度反应区,表面的羟基、羰基等官能团还能直接参与催化。负载型活性炭催化剂性能更优,如负载Fe³⁺的活性炭在处理农药废水时,不仅吸附容量提升25%,还能通过Fe³⁺/Fe²⁺循环持续生成・OH,使COD去除率稳定在85%以上。负载TiO₂的活性炭则结合了吸附与光催化优势,在紫外光照射下,对水中微塑料的降解速率是单一TiO₂的1.8倍。面对高浓度、高毒性废水,AOP技术是您可靠的解决方案。辽宁化工废水处理AOP高级氧化设备常见问题
无二次污染是 AOP 相比传统工艺的大优势。辽宁化工废水处理AOP高级氧化设备常见问题
这一技术优势在化工、制药、印染等重点行业中表现得尤为突出。化工行业废水中含有大量复杂的有机合成物,毒性强且难降解;制药行业生产过程中会产生多种具有生物抑制性的有机污染物,传统生物处理工艺难以适应;印染行业废水则因含有大量染料分子和助剂,色度高且成分复杂,处理难度极大。AOP高级氧化设备能够针对这些行业废水的特性,通过定制化的工艺设计实现高效处理,有效解决了这些行业长期以来的环保痛点。随着环保政策的不断收紧和企业环保意识的提升,AOP高级氧化设备在这些行业中的市场需求持续增长,展现出了巨大的市场潜力和不可替代的应用价值。辽宁化工废水处理AOP高级氧化设备常见问题
- 黑龙江无二次污染型AOP高级氧化设备高级在哪里 2026-05-01
- 辽宁高效催化型AOP高级氧化设备效果如何 2026-05-01
- 内蒙古芬顿耦合AOP高级氧化设备消毒需要多长时间 2026-04-30
- 江西AOP高级氧化设备应用场景 2026-04-30
- 浙江深度氧化AOP高级氧化设备如何安装 2026-04-30
- 江西一体化AOP高级氧化设备降解实验 2026-04-30
- 山东杀菌消毒型AOP高级氧化设备价格 2026-04-29
- 深度氧化AOP高级氧化设备定制 2026-04-29
- 江西工业废水处理用AOP高级氧化设备高级在哪里 2026-04-28
- 江苏难降解废水处理AOP高级氧化设备价格 2026-04-27
- 河南光芬顿式AOP高级氧化设备价格 2026-04-27
- 山东高效催化型AOP高级氧化设备安装方便 2026-04-27



