- 品牌
- 冠宇,鑫冠宇
- 型号
- GY-AOP
实际应用中还需兼顾经济性与操作便利性。初期成本需考虑催化剂制备难度和原材料价格,活性炭基催化剂因原料丰富、制备工艺简单,成本比贵金属催化剂低60%以上,适合大规模应用;运行成本需计算催化剂损耗和再生费用,负载Fe³⁺的活性炭催化剂可通过酸洗再生,重复使用5次后活性仍保持80%,大幅降低更换成本;操作便利性方面,优先选择无需复杂预处理、抗水质波动能力强的催化剂,如复合催化剂CuO-AC对进水COD波动的适应范围比单一催化剂宽30%,减少了运行调整频率。AOP 对水中微污染物的降解率达 90% 以上。内蒙古芬顿耦合AOP高级氧化设备消毒需要多长时间

对于企业而言,AOP技术的应用不仅意味着环保达标能力的提升,更带来了实实在在的效益优化。在处理成本方面,传统处理方法往往需要复杂的工艺流程、大量的化学药剂投加以及高昂的设备维护费用,而AOP技术凭借其高效的氧化能力,能够缩短处理流程、减少药剂消耗,同时设备运行稳定性高,后续维护成本大幅降低,长期来看能为企业节省可观的运营开支。在处理效率上,AOP技术反应速度快、处理周期短,能够在单位时间内处理更多的污水量,有效提升了污水处理系统的整体运行效率,帮助企业更好地应对生产过程中的污水排放压力,确保稳定达到国家和地方的环保排放标准,避免因环保问题造成的生产中断或罚款风险。江苏芬顿耦合AOP高级氧化设备应用场景经济发展致水污染加剧,微量有害化学物质增多。

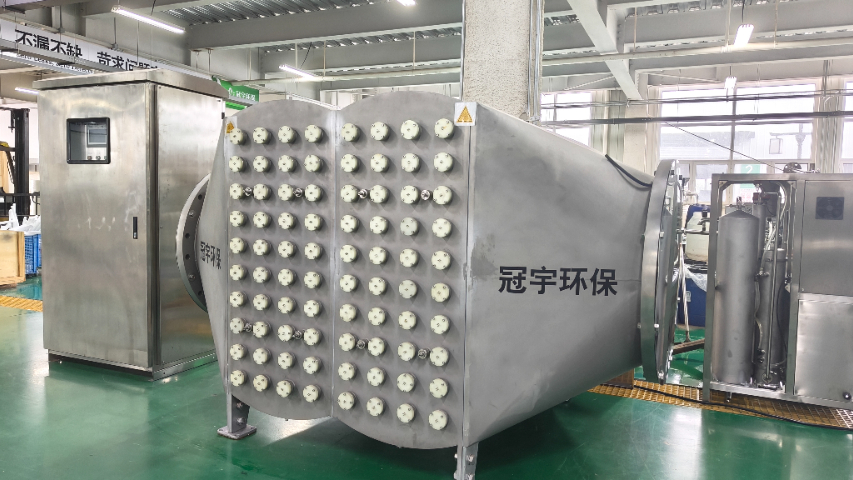
得益于模块化、一体化的设计理念和高效的反应器结构,河北冠宇的AOP设备单位处理能力的占地面积远低于传统污水处理构筑物。整个系统结构紧凑,布局合理,通常只需提供一块平整的硬化地面即可安装,极大地节约了宝贵的土地资源,特别适用于用地紧张的厂区改造或扩建项目。标准化的接口设计(管道、电缆)使得安装工作变得简单快捷,如同“搭积木”一般,很大程度地减少了对客户现有生产运营的干扰,实现了污水处理设施的“快速植入”。
臭氧的发生成本是AOP系统运行费用的主要组成部分。河北冠宇采用新一代高频高压电晕法臭氧发生器,其**放电单元采用特种陶瓷介质管与钛合金电极,结构坚固,散热性能优异,臭氧产量稳定。配合高效的电源管理系统和冷却系统,我们的设备每生产1公斤臭氧的功耗可低至8-10kWh,处于行业**水平。更重要的是,我们通过气液混合技术(如涡旋增压注入、纳米微气泡发生器等),将臭氧气体破碎成微米甚至纳米级气泡,极大地增加了气液接触面积,使臭氧的溶解效率超过95%,从源头上减少了臭氧的逃逸与浪费,实现了高效与低耗的完美统一。工业废水经 AOP 处理后可实现循环回用。
设备类型是选择催化剂的重要依据,不同AOP技术对催化剂的适配性差异明显。紫外光催化设备需搭配半导体催化剂,如改性二氧化钛(TiO₂),通过掺杂N、Fe等元素拓宽光响应范围,提升对可见光的利用率,在印染废水脱色处理中,掺杂N的TiO₂催化剂可使紫外光利用率从4%提升至20%以上;臭氧氧化设备则更适合金属氧化物催化剂,如MnO₂或CuO,能加速臭氧分解并减少无效消耗,某化工园区采用CuO催化臭氧设备后,臭氧利用率从60%提高至85%;电解氧化设备需选择导电性好、稳定性强的电极催化剂,如石墨烯负载Pt催化剂,可降低电解能耗并延长电极寿命。AOP 设备安装简单,接通管道与电源即可使用。内蒙古一体化AOP高级氧化设备哪里有卖
告别二次污染,AOP技术实现污染物的完全降解。内蒙古芬顿耦合AOP高级氧化设备消毒需要多长时间
秉承快速部署、灵活扩容的原则,河北冠宇的AOP设备采用全模块化设计。将臭氧发生、气水混合、催化反应、尾气破坏等各个功能单元集成于标准化的集装箱式模块或撬装底座上。这种设计使得设备在工厂内即可完成绝大部分的制造、预装和调试,运抵现场后*需简单的管道对接与电路连接,极大地缩短了项目建设周期,减少了现场施工的不确定性。对于处理水量变化或水质波动的客户,可以通过增/减模块数量轻松实现产能的调整,具备了极强的灵活性与适应性,特别适合作为应急处理、分期建设或移动式处理的推荐方案。内蒙古芬顿耦合AOP高级氧化设备消毒需要多长时间
- 黑龙江无二次污染型AOP高级氧化设备高级在哪里 2026-05-01
- 辽宁高效催化型AOP高级氧化设备效果如何 2026-05-01
- 内蒙古芬顿耦合AOP高级氧化设备消毒需要多长时间 2026-04-30
- 江西AOP高级氧化设备应用场景 2026-04-30
- 浙江深度氧化AOP高级氧化设备如何安装 2026-04-30
- 江西一体化AOP高级氧化设备降解实验 2026-04-30
- 山东杀菌消毒型AOP高级氧化设备价格 2026-04-29
- 深度氧化AOP高级氧化设备定制 2026-04-29
- 江西工业废水处理用AOP高级氧化设备高级在哪里 2026-04-28
- 江苏难降解废水处理AOP高级氧化设备价格 2026-04-27
- 河南光芬顿式AOP高级氧化设备价格 2026-04-27
- 山东高效催化型AOP高级氧化设备安装方便 2026-04-27


