- 品牌
- 海鼎智柔
- 型号
- 支持定制
- 类型
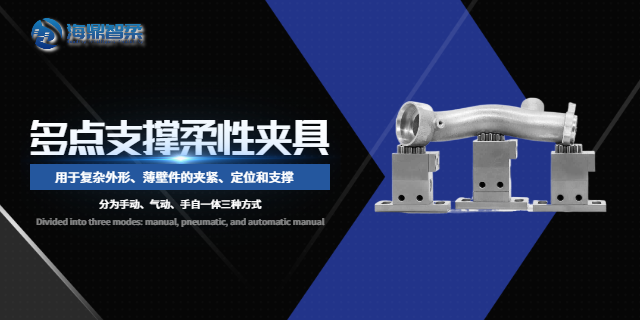
- 工装夹具,装配夹具,组合夹具,焊接夹具
- 材质
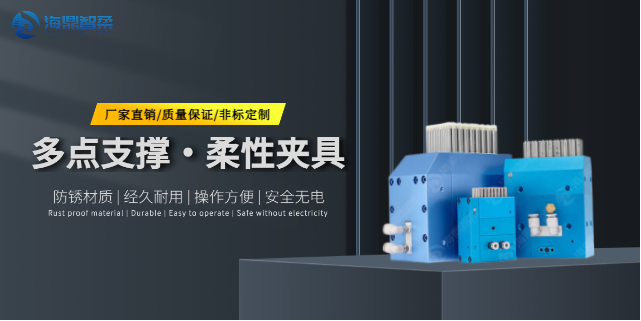
- 不锈钢,碳钢,铝合金,材质支持定制
- 加紧动力源
- 手动夹具,气动夹具,手自一体夹具
- 是否标准件
- 是
- 适用机床
- 磨床,钻床,铣床,车床,锯床,加工中心
- 样品或现货
- 现货
- 是否进口
- 否
- 是否库存
- 库存
- 厂家
- 海鼎智柔
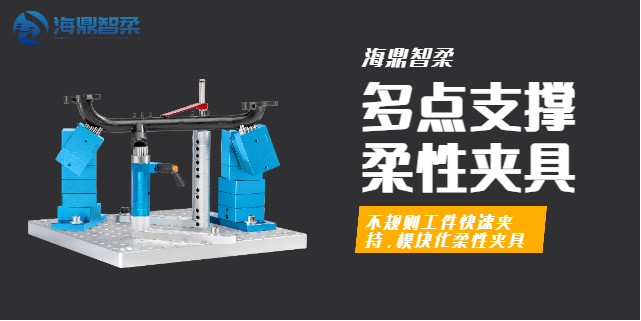
曲面辅材行业普遍存在产品批量小、更新换代快的特点,传统夹具因通用性差、使用寿命短,导致企业夹具采购成本高、库存压力大,同时频繁更换夹具还增加了人工成本与生产停机时间,进一步推高生产成本。海鼎智柔多点支撑柔性夹具通过通用性优化、耐用性提升与效率改善,帮助曲面辅材企业明显降低综合成本。在通用性方面,该夹具的支撑单元采用标准化设计,可通过增减单元数量、调整排列方式,适配从50mm×50mm到2000mm×1500mm的各类曲面辅材,企业无需为每种产品单独采购夹具,夹具采购成本降低60%-70%。以某生产医疗器械曲面护罩的企业为例,其产品涵盖8个系列、36种规格,引入该夹具前,每年夹具采购费用超过80万元,库存夹具占用资金达120万元;引入后,只需2套夹具即可满足所有产品加工需求,年采购费用降至24万元,库存资金占用减少90%。在耐用性方面,夹具的中心部件采用航空级铝合金与强度比较高不锈钢材质,经过盐雾测试与疲劳测试验证,使用寿命可达传统夹具的4-6倍,减少了夹具更换频率与维护成本。此外,夹具的自动化调整功能大幅减少了人工干预,一台设备可减少1-2名操作人员,人工成本降低30%;同时,换型效率提升缩短了生产停机时间。 薄壁件加工怕变形?海鼎智柔多点支撑夹具分散受力,有效规避工件形变,保障产品质量。陕西气动多点支撑柔性夹具产品介绍
家具制造迈向个性化定制时代,多点支撑柔性夹具为其创新发展注入强大动力。在实木家具生产中,木材天然的纹理、形状不规则性给加工带来诸多挑战。多点支撑柔性夹具的柔性托板与可调节支撑点,针对不同木材的弯曲度、宽窄进行灵活适配。比如制作弧形实木餐桌腿时,它能依据木材的实际曲线,通过液压驱动的调节系统,均匀施加恰到好处的支撑力,确保在车削、雕刻等工序中,木材稳定且不会出现开裂。对于板式家具中多变的板材尺寸、形状,多点支撑柔性夹具的快速换模系统大展拳脚,从切割到打孔,能够迅速调整支撑点配置,满足批量生产与个性化定制并行的需求,让每一件家具既独具匠心又能高效产出,开启家居美学新时代。 江苏动车使用多点支撑柔性夹具产品介绍小批量多品种生产,海鼎智柔多点支撑夹具快速切换支撑模式,省去频繁换夹具的麻烦。
汽车外饰行李箱盖的加工组装需要兼顾结构强度和外观平整度,其铰链安装和密封胶条粘贴对定位精度要求极高。海鼎智柔多点支撑柔性夹具在行李箱盖的冲压成型后处理中,通过多点协同支撑,有效抑制了材料的回弹,使行李箱盖的平面度误差控制在1mm/m以内。在铰链安装工序中,夹具能准确定位安装孔,确保铰链与行李箱盖的垂直度,减少开关时的异响。对于密封胶条的粘贴,夹具的支撑点能辅助胶条保持直线度,使胶条与行李箱盖的贴合度提升20%,增强了整车的防水性能。某合资汽车厂使用该夹具后,行李箱盖的装配工时缩短了25%,漏水故障率下降了80%,客户满意度明显提高。
薄壁件焊接过程中,热变形是影响质量的关键因素,海鼎智柔多点支撑柔性夹具提供了创新解决方案。以不锈钢薄壁管道焊接为例,传统夹具的刚性固定会导致焊接热应力无法释放,冷却后产生弯曲或扭曲变形,接口处出现裂纹风险。海鼎智柔的夹具采用“动态热补偿”技术,支撑点内置温度传感器和微型驱动单元,焊接时实时监测焊缝区域温度变化,通过算法预判热变形趋势,提前调整对应位置的支撑力度。在焊接不锈钢薄壁容器时,夹具沿容器圆周分布的支撑点能随焊接热源同步移动,形成“跟随式支撑”,将焊接后的直线度误差控制在以内。某压力容器企业应用该夹具后,薄壁容器焊接的渗漏率从5%降至,后期校形工序完全取消,生产效率提升40%,焊接后的容器耐压性能提高20%,满足了高压工况的使用要求。 装配工序定位烦?海鼎智柔多点支撑柔性夹具快速找平。
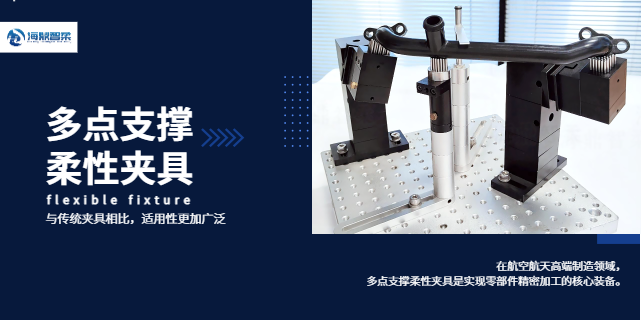
在飞机薄壁管件加工流程里,多点支撑柔性夹具同样不可或缺。飞机燃油、液压等系统依靠大量形状各异的薄壁管件输送介质,这些管件加工时需满足严格的尺寸精度与密封性要求。多点支撑柔性夹具采用大面积分布式支撑技术,依据管件的形状、尺寸,合理配置支撑点。在管件弯曲成型工序,确保管件依预定曲率弯曲,避免折痕、椭圆化等问题;在焊接环节,支撑点使管件对接部位紧密贴合,防止焊接变形,保障管路密封性与流畅性。以某支线客机燃油管加工为例,多点支撑柔性夹具助力将管件加工精度拔升至行业率先水平,为飞机安全运行保驾护航,开启每一次平稳旅程。 复杂结构件加工,海鼎智柔多点支撑夹具找准多个受力点,让加工过程稳定无晃动。天津飞机蒙皮使用多点支撑柔性夹具配件
海鼎智柔多点支撑柔性夹具,一套搞定多规格多行业工件。陕西气动多点支撑柔性夹具产品介绍
薄壁件加工不仅需解决变形问题,还需兼顾高精度与高效率,传统夹具因定位精度低、换型周期长,常导致薄壁件加工精度波动大、生产效率低下。海鼎智柔多点支撑柔性夹具从精度控制与效率优化双维度发力,为薄壁件加工提供多方面保障。在精度控制方面,夹具采用“激光定位+闭环反馈”双重精度管控:加工前,通过激光扫描仪对薄壁件毛坯进行三维建模,对比设计模型自动修正支撑单元位置偏差,定位精度可达±;加工过程中,每个支撑单元的位移数据实时反馈至控制系统,若偏差超出阈值(设定为±),系统立即驱动伺服电机调整,确保加工精度稳定。某汽车零部件企业加工厚度的不锈钢薄壁油箱部件时,传统夹具加工的孔径公差为±,平面度误差达;引入该夹具后,孔径公差缩小至±,平面度误差控制在内,完全满足汽车行业高精度要求。在效率优化方面,夹具具备“快速换型+多工序集成”能力:针对多品种薄壁件生产,夹具内置数字化工艺数据库,存储常见薄壁件的支撑方案与加工参数,换型时只需调用预设程序,支撑单元可在5-8分钟内完成自动调整,换型效率较传统夹具提升90%以上;同时,夹具支持一次装夹完成薄壁件的切割、钻孔、打磨、检测等多道工序,避免多次装夹导致的定位误差。 陕西气动多点支撑柔性夹具产品介绍
- 沈阳手自一体多点支撑柔性夹具按需定制 2026-03-05
- 江苏cnc 加工使用多点支撑柔性夹具怎么样 2026-03-05
- 哈尔滨动车使用多点支撑柔性夹具欢迎选购 2026-03-05
- 辽宁飞机蒙皮使用多点支撑柔性夹具多少钱 2026-03-05
- 深圳飞机蒙皮使用多点支撑柔性夹具质量怎么样 2026-03-05
- 河北手自一体多点支撑柔性夹具生产厂家 2026-03-05
- 陕西气动多点支撑柔性夹具产品介绍 2026-03-05
- 重庆汽车使用多点支撑柔性夹具哪家强 2026-03-05


