- 品牌
- 昆山聚泽新材料
- 型号
- 聚泽
- 等级
- 高级吹塑色母,高级注射色母,普通注射色母,普通吹塑色母,纺丝色母
- 应用工艺
- 注塑,拉丝,吹塑,注射,吸塑
- 主要成分
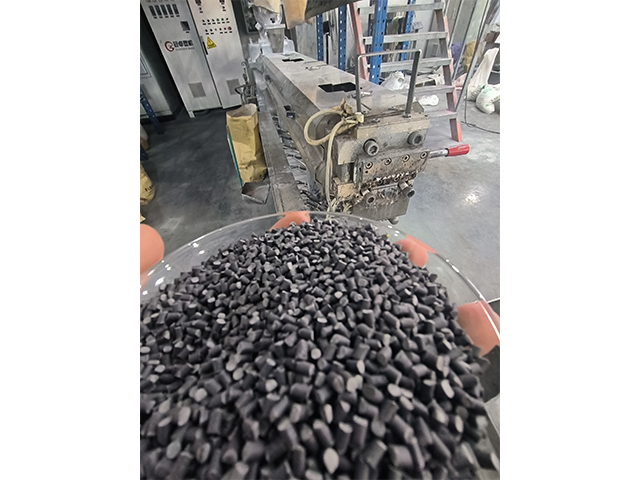
- 炭黑
- 加工定制
- 是
- 颜色
- 白色,黑色,透明,黄色,绿色,红色
色母粒产业通过专业分工带动整体效能提升。上游与颜料企业联合开发定制化品种(如低重金属无机颜料);中游建立联合实验室,为塑料制品厂提供材料适配测试;下游与回收企业合作开发再回收料特用母粒。行业推行“集中配色+本地生产”模式,配色中心接收Pantone色号后,72小时内分发配方至区域工厂。标准化体系(如ISO 18373-1)保障产品质量一致性,色差控制ΔE<1.5。这种协作模式缩短新产品开发周期约30%,推动塑料工业可持续发展。包装行业色母粒稳定性很重要,稳定的色母粒能保证包装颜色持久一致,提升产品形象。包装薄膜塑胶色母代工

色母粒在塑料防护生产中扮演着风险防控角色。其颗粒化形态从根本上优化了粉末颜料易燃易爆的隐患,大幅提升车间防护性。针对特用行业要求:医级母粒通过USP Class VI生物相容性测试,确保植入人体器械析出;玩具用母粒严格执行EN71-3重金属迁移标准(铅含量<90ppm);食品接触母粒建立全程可追溯体系,禁用偶氮染料等高风险物质。在加工端,阻燃母粒(如无卤磷氮系)替代后涂覆工艺,使电子外壳防火性能更均匀稳定。近年发展的“防误用标识母粒”更将防护推向新高度——含示踪剂的特用母粒使回收塑料品类可被红外检测识别,避免医废料流入食品包装链。包装薄膜色母粒订制日用品行业色母粒工艺成熟,能实现色彩持久、安全环保,日用品更美观。

色母粒在原料选择上遵循严格的防护标准。食品接触级产品采用通过FDA 21 CFR及EU 10/2011认证的颜料和载体树脂,确保用于矿泉水瓶、餐盒等制品时无有害物质迁移。医级母粒满足ISO 10993生物相容性要求,植入器械用产品需进行细胞毒性测试(如MTT法)。儿童玩具特用母粒执行EN71-3重金属迁移标准,铅、镉等8项元素检出量就为标准限值的10%-30%。生产过程建立可追溯体系,禁用含偶氮苯胺类物质,并通过第三方机构年审。这种系统性合规控制为下游制品提供可靠的防护背书。
随着新材料兴起,色母粒技术正加速迭代以适应前沿塑料体系。在生物塑料领域,开发出低温加工型母粒(加工温度<180℃),避免高温导致的乳酸降解;对于柔性电子用的TPU/TPE,研发高弹性恢复色母粒,确保弯折万次后无颜色剥离;针对3D打印线材,推出低摩擦系数母粒,减少挤出机头堵塞风险。较好的是纳米复合母粒:碳纳米管导电母粒使汽车油箱具备静电消散能力;石墨烯增强母粒在着色同时提升力学强度30%。这些创新要求母粒企业深入理解材料界面科学,例如PEEK工程塑料着色需采用耐400℃高温的特用载体。色母粒已成为新材料商业化落地的“性能适配器”。色母粒——塑料制品耐候性、安全性的重要保障。
在塑料配方设计中,色母粒与其他功能添加剂的协同使用时,需充分考虑它们之间的化学与物理兼容性,以确保产品的性能和外观符合预期。例如,当色母粒与阻燃剂共同使用时,需要特别选择化学性质稳定、不易迁移的颜料品种。在阻燃聚丙烯(PP)板材应用中,采用无机颜料制成的色母粒通常能与溴系阻燃剂形成较为稳定的体系,能避免两者之间可能发生的反应导致阻燃效率降低的风险。当色母粒与抗氧剂配合时,则需严格控制配方中添加剂的总添加量,过高的添加比例不就可能增加成本,还可能影响物料在基体树脂中的分散均匀性,通常建议两者的总添加比例控制在6%以内。此外,将色母粒与适量的润滑剂配合使用,能减少塑料加工过程中因摩擦产生的热量,这有助于保护热敏性颜料的性能,维持着色稳定性,这一协同效应在高速挤出生产薄膜等对热历史和剪切敏感的加工工艺中尤为有益。妥善处理这些协同关系是优化塑料制品性能和加工效率的重要环节“粒”定品质,色母粒决定塑料制品的市场竞争力。挤出白色母粒
色母粒——塑料品牌视觉识别的DNA密码。包装薄膜塑胶色母代工
在应用于软质塑料制品(如软管、密封条、玩具等)时,色母粒的配方设计需特别关注与基材弹性性能的匹配性,避免对制品的柔软度和回弹性产生不利影响。例如,用于增塑PVC软管的色母粒,其载体树脂通常会选用与PVC相容性好且本身具有柔性的弹性体类型,同时严格控制色母粒的添加比例(一般≤3%),以防止载体树脂中刚性成分过多而导致软管硬度增加、手感变差。而在为橡胶或热塑性弹性体(TPE)密封圈着色时,对色母粒的要求则更进一步:除了良好的相容性和分散性,色母粒自身或其着色成分还需具备一些的耐压缩长期变形能力。这能确保密封圈在长期承受压力、反复形变的使用条件下,颜色不易发生迁移或局部明显褪色,维持外观的均匀性。因此,针对软质基材的色母粒开发,需要综合考虑载体选择、添加量控制以及颜料/助剂对材料弹性和颜色耐久性的影响,以实现着色与功能性的平衡。包装薄膜塑胶色母代工
- 注塑件刷丝母粒怎么选 2026-03-09
- 塑胶色母订制 2026-03-09
- 苏州注塑件白色母粒工艺 2026-03-08
- 高性价比白色母粒定制 2026-03-08
- 管材白色母粒用途 2026-03-07
- PBT功能母粒定制 2026-03-07
- 抗老化色母订制 2026-03-06
- 苏州注塑件TPU母粒供应商 2026-03-06
- 中空板色母定制 2026-03-06
- 包装薄膜塑胶色母代工 2026-03-06
- 高相容白色母粒代工 2026-03-05
- 包装薄膜塑料色母定制 2026-03-05