- 品牌
- 海力
- 型号
- 齐全
- 适用机床
- 车床,剪板机,加工中心,铣床,镗床,木工机床,组合机床,钻床,磨床,冲床,拉床,折弯机
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 材质
- 钛,镶锋钢,合金,不锈钢,白钢,高碳钢,钼钢,高速钢,金属陶瓷,钨钢,碳钢,硬质合金,塑料,聚晶金刚石,陶瓷,聚晶立方氮化硼
- 是否涂层
- 涂层
- 加工范围
- 咨询商家
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 非标准件
- 是否库存
- 是
- 是否批发
- 批发
- 规格
- 咨询商家
- 产地
- 常州
- 厂家
- 常州市海力工具有限公司
海力硬质合金铝用麻花钻刃径 3mm-20mm,刃长 16mm-94mm,柄径 3mm-20mm,全长 48mm-160mm,专为铝合金等有色金属钻孔设计,针对性优化了刀具结构与材质,解决有色金属易粘刀、排屑困难等加工痛点。刀具采用锋利的切削刃设计,刃口研磨精度高,减少了切削过程中对铝合金材料的挤压,有效抑制积屑瘤的产生,确保钻孔过程的顺畅性。排屑槽采用宽大的螺旋槽设计,螺旋角经过优化,排屑流畅,能快速将切屑排出钻孔区域,避免切屑与工件、刀具发生二次摩擦,提升工件表面质量。在材质选择上,可根据加工需求选择不涂层或涂层设计,不涂层设计降低了刀具成本,涂层则进一步提升润滑性,减少粘刀现象,延长刀具使用寿命。该刀具适用于纯铝、铝合金、铜合金等有色金属的钻孔加工,在 3C 产品铝合金外壳钻孔、汽车铝合金零件钻孔、航空航天铝合金构件钻孔等场景中应用。钻孔效率高,孔壁光滑,能有效提升有色金属钻孔的质量与效率,为客户降低生产成本,满足批量生产的需求。常州市海力工具有限公司是一家专业提供刀具加工的公司,有想法可以来我司咨询!成都IT行业刀具技术方案

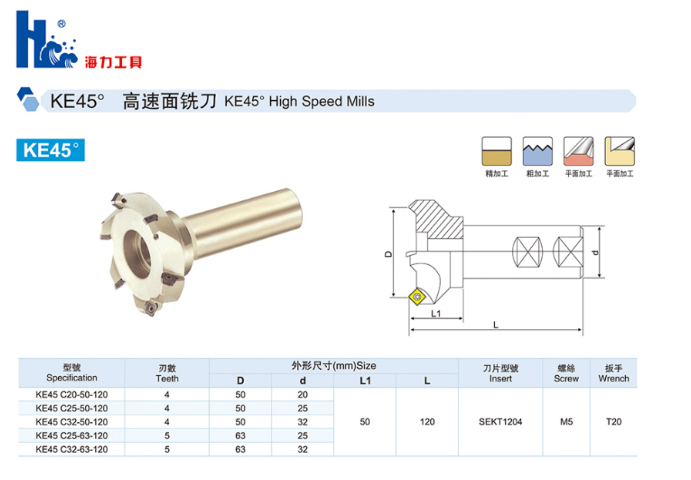
海力 KR75° 可转位面铣刀直径 63mm-350mm,厚度 50mm-80mm,柄径 22mm-60mm,齿数 3 齿 - 20 齿,采用 75° 主偏角设计,专为大进给平面加工打造,进给量高,加工效率提升。刀体采用高强度合金钢制造,经过精密加工与热处理,刚性好、抗震性强,能承受大进给加工过程中的切削力。可转位刀片采用质量硬质合金,搭配耐磨涂层,切削刃锋利,排屑流畅,能有效减少切削热量。适用于机械制造中的大进给平面粗加工、汽车大型零部件平面铣削、大型结构件平面加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,加工效率高、刀具寿命长,支持根据加工材料选择刀片,为大进给平面加工提供高效解决方案。无锡医疗器械行业刀具整体方案设计常州市海力工具有限公司致力于提供刀具加工,竭诚为您服务。
海力硬质合金 6 刃铣刀刃径范围 1mm-25mm,刃长 3mm-40mm,柄径 4mm-25mm,全长 50mm-100mm,丰富的规格选择适配各类批量加工场景。多刃设计是该刀具的亮点,6 条切削刃同时参与切削,相比 4 刃铣刀加工效率提升 50% 以上,能有效满足大批量生产对加工效率的严苛要求。刀具采用超细晶粒硬质合金基材,基材具有强度、高韧性的特点,能承受批量加工过程中的持续切削负荷,涂层采用均匀喷涂工艺,涂层厚度一致,耐磨性强,可有效延长刀具使用寿命。在结构设计上,刃带经过精密磨削,表面光滑,减少了切削过程中的摩擦阻力,降低了切削力与切削热的产生,有助于提升加工精度与工件表面质量。该刀具适配软钢、合金钢、不锈钢等多种材料的高速铣削,在机械结构件批量加工、汽车底盘零件生产、电子设备外壳制造等场景中,能保障加工一致性,降低换刀频率,减少停机时间,从而降低整体生产成本。同时,刀具制造工艺成熟,质量稳定,为批量生产提供了可靠的加工保障。
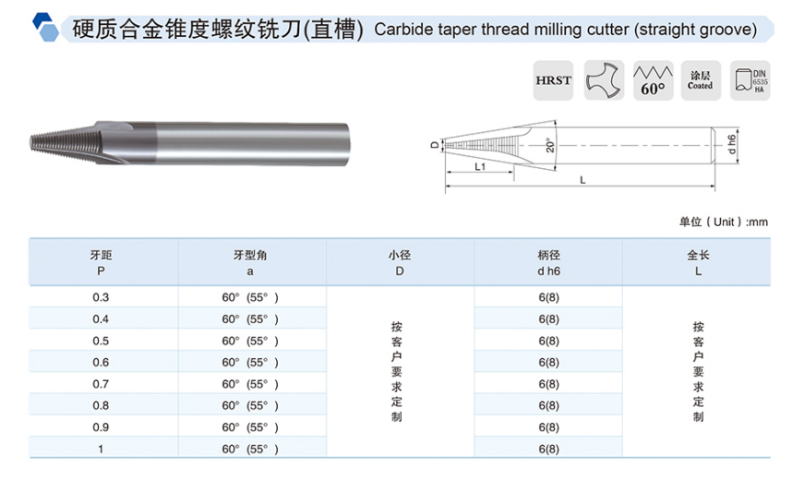
海力硬质合金锥度铰刀(直槽)小头直径 4mm-10mm,刃长 40mm-80mm,柄径 6mm-12mm,全长 105mm-145mm,锥度比例涵盖 1:10、1:20、1:30、1:50,专为锥孔精密加工设计。直槽结构排屑流畅,能有效排出锥孔加工中产生的细小切屑,避免划伤孔壁。刀具采用质量硬质合金基材,经过特殊的锥度磨削工艺,锥度精度高、表面光滑,确保加工后的锥孔贴合度好。PVD 涂层的应用提升了刀具耐磨性与润滑性,减少铰削过程中的摩擦阻力,延长使用寿命。适用于机械制造中的锥孔定位、航空航天零部件锥孔连接、精密模具锥度导向孔等加工场景,在合金钢、不锈钢、高硬度钢等材料加工中表现出色,锥孔加工精度高,锥面粗糙度低,支持根据客户锥度要求定制,满足不同锥孔加工需求。常州市海力工具有限公司为您提供刀具加工,有想法的可以来电咨询!

海力硬质合金 8XD 深孔钻刃径 4mm-20mm,槽长 45mm-193mm,柄径 4mm-20mm,全长 75mm-244mm,长径比达 8:1,专为大长径比深孔加工设计,能有效应对深孔加工中的刚性、散热与排屑挑战。刀具采用强度硬质合金基材,经过特殊的热处理工艺,确保刀具具有足够的刚性与韧性,能承受大长径比加工过程中的弯曲与振动。内冷设计是该刀具的优势,冷却通道贯穿柄部与钻头,切削液能直达切削刃区域,快速散热,避免刀具过热导致的磨损与失效,同时辅助排屑,提升排屑效率。钻头钻尖采用 135° 设计,定心精细,钻削过程平稳,不易偏斜,能保证深孔加工的直线度与孔径精度。排屑槽采用宽槽设计,且经过抛光处理,排屑阻力小,能有效避免切屑在深孔内堆积。该刀具适用于机械零件长孔加工、汽车油道孔钻削、航空航天深孔构件加工等场景,在钢件、铸铁、高温合金等材料的大长径比深孔加工中表现稳定,能实现高效、精细的深孔加工,为客户解决大长径比深孔加工的技术难题。刀具加工,就选常州市海力工具有限公司,让您满意,欢迎您的来电哦!成都IT行业刀具技术方案
常州市海力工具有限公司为您提供刀具加工,期待您的光临!成都IT行业刀具技术方案
海力硬质合金球头铣刀涵盖微小径与标准尺寸两大系列,刃径(R)从 0.15mm 到 10mm 覆盖,柄径范围 3mm-20mm,全长在 45mm-100mm 之间可按需选择,满足不同曲面加工场景的尺寸要求。刀具采用质量超细晶粒硬质合金作为基材,基材纯度高、晶粒均匀,搭配 PVD 或 CVD 涂层工艺,涂层硬度高、耐磨性强,能适配软钢、不锈钢、钛合金、石墨等多种不同特性的材料加工。球头设计是该刀具的优势,通过精细的球面研磨工艺,确保曲面切削过程中的光滑过渡,避免出现加工台阶,刃口经过钝化处理,在提升耐用性的同时,有效减少工件表面的毛刺产生。该刀具适用于模具型腔曲面加工、汽车零部件复杂曲面铣削、航空航天异形件加工等场景,加工后工件表面粗糙度低,尺寸精度稳定,能有效降低后续打磨工序的工作量。针对特殊曲面加工需求,还支持非标球头半径定制,为客户提供个性化的曲面加工解决方案,在精密制造领域具有广泛的应用前景。成都IT行业刀具技术方案
常州市海力工具有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的五金、工具行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**常州市海力工具供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 无锡硬质合金刀具生产厂家 2026-03-22
- 上海数控刀具价格 2026-03-21
- 汽车制造刀具 2026-03-20
- 成都机械刀具交期 2026-03-20
- 整体合金螺纹刀具总包项目方案 2026-03-20
- 精密仪器刀具总包项目方案 2026-03-20
- 标准刀具整体方案设计 2026-03-20
- 苏州数控刀具 2026-03-20
- 成都风电行业刀具价格 2026-03-20
- 常州精密仪器刀具生产厂家 2026-03-19
- 硬质合金阶梯数控刀具厂家价格 2026-03-19
- 航空航天螺纹刀具总包项目服务 2026-03-19