- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
- 厚度
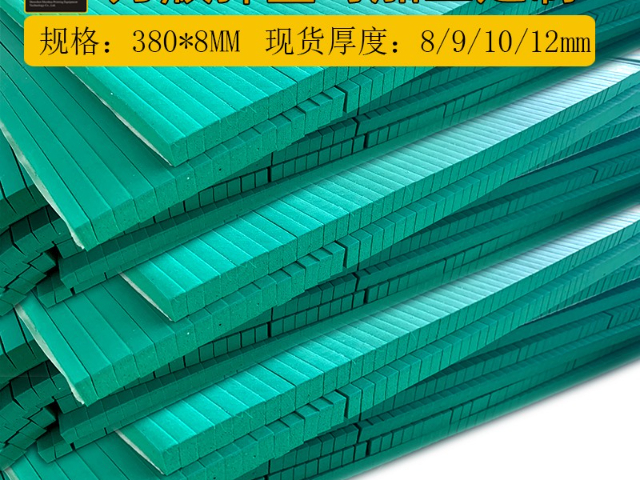
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
- 刀版弹垫
- 12*300*380mm
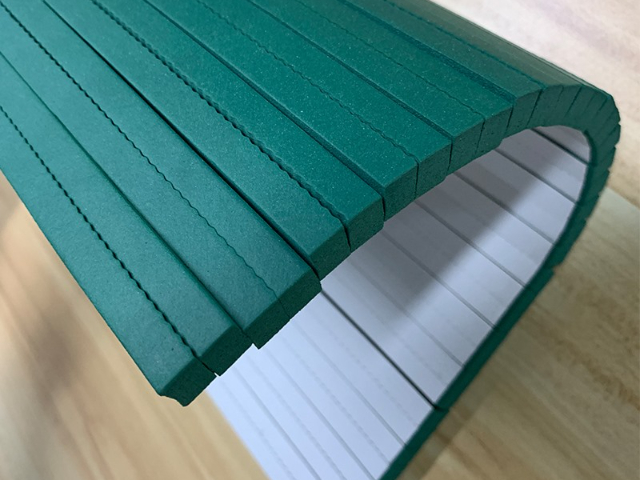
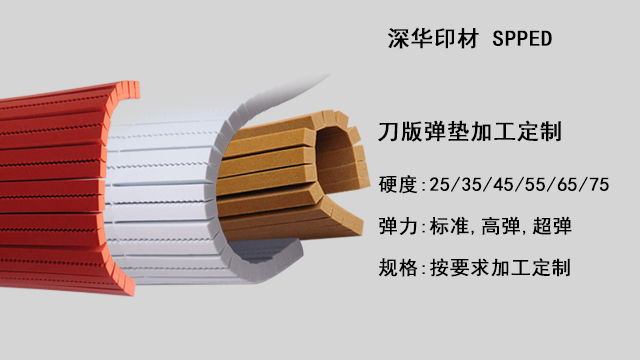
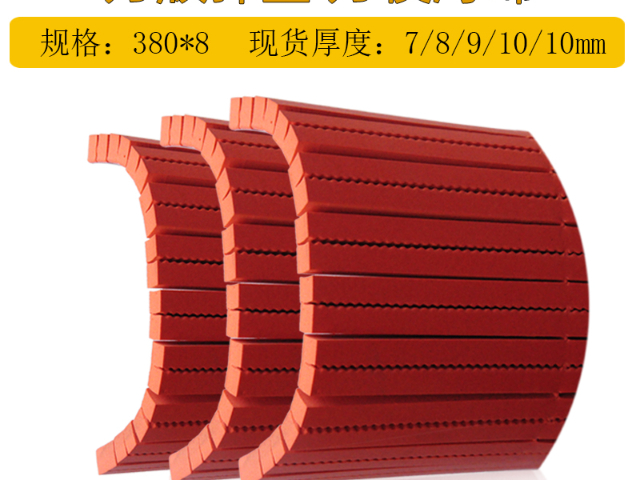
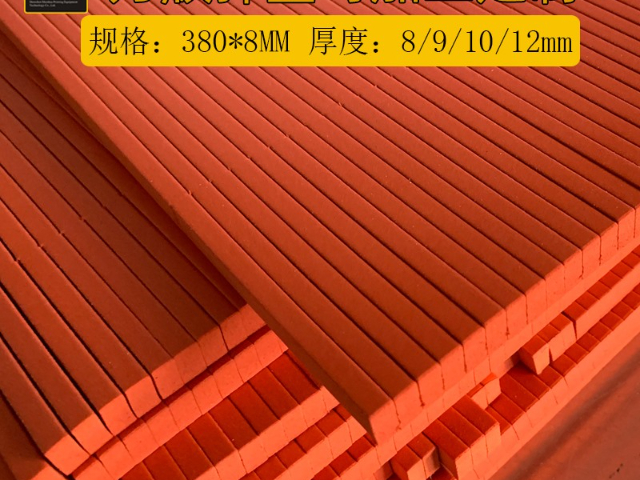
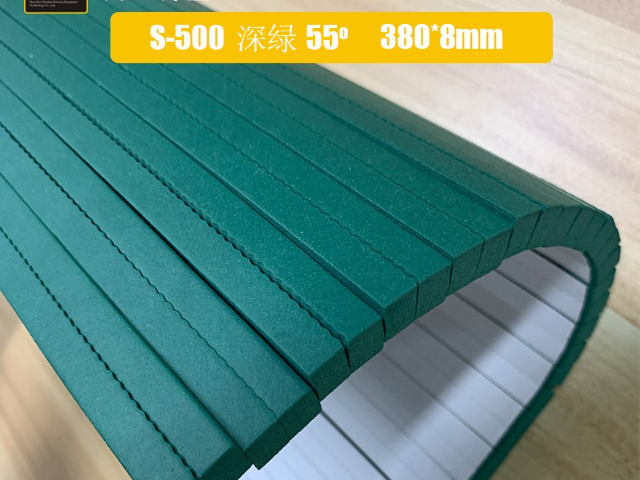
深华印材公司的刀版弹垫价格为国际品牌1/3~1/2。低价实用,适合预算有限的小型工厂如纸箱模切,快速模切机使用,德国工艺胶条,耐磨损,多层级客制化服务,出口品质,国产价格,交货周期短色彩与硬度深华刀版弹垫分橙色EVA泡棉板,45度橡胶带自粘刀模弹垫绿色高弹泡棉,35度,45度,55度,65度垫刀泡棉黑色35度弹力胶,黑色45度高弹力胶白色15度25度,35度,45度55度,65度75度高弹刀版弹垫黄色70度,75度高弹力,高耐磨性弹力胶橙色45度,3毫米,5毫米,6毫米高回力胶可来样,按客户色彩定制,高弹力EVA邵氏硬度50-60度,回弹快,支持定制厚度超弹60°绿色弹垫耐压性强,适合硬质包装材料模切。白卡纸模切为什么要用55度SPEED刀版弹垫。红色刀版弹垫
刀版弹垫的正确安装位置:切膜密封胶条按硬度分为标准密封胶条,硬密封胶条和硬密封胶条。根据不同的粘接部位,必须使用不同硬度的密封胶条。一般粘贴在方齿刀、锁刀等异形数控刀片的狭窄部位或两侧,也可粘贴在高速模切机的切膜机的连接点上涂膜时涂膜密封胶条会减少变形。如果切膜密封胶条的宽度过宽,在密封胶条受力时会产生侧面排斥,很容易损坏复印纸的连接点或纸线。切膜时特别容易压纸边,危及切膜的实际效果;如果发刀的宽度太远,就无法防止纸板粘在刀上的实际效果。切膜密封胶条的刀线理想宽度为中间1-3mm。红色刀版弹垫卡纸套准控刀模用45度SPEED刀版弹垫能避免模切移位吗?

刀版弹垫特点分析:回弹力越高,密度越高,刀模垫的反弹越好;不同材料和模具,选择不同的软硬度,这样保证模具耐用性,冲压起到相当好的效果;使用带皮面的垫刀泡棉,因为带皮面既光滑且硬度比不带皮面较硬,弹性也更好;在垫刀泡绵表面加粘一层离型膜,既增加了泡绵的硬度,也在冲压过程中减少粘胶的现象。刀版弹垫粘胶处理方案:在垫刀海绵表面加粘一层离型纸,离型纸的表面有层硅油有不粘胶特性,在冲压过程中减少粘胶的现象,缺点为降低了刀模垫的回弹性,且离型纸需频繁更换。
啤机高速震动引起切口波浪纹,不同硬度SPEED刀版弹垫如何协同减震?啤机高速运行时,刀模板与平台之间产生高频震动,震动过大会导致切口波浪纹;30度、45度、55度三种硬度的SPEED刀版弹垫通过内部闭孔结构把震动能量转化为弹性形变,再缓慢释放,减弱整机共振。瓦楞纸区域用30度硬SPEED刀版弹垫吸收低频震动,卡纸区域用45度硬SPEED刀版弹垫抑制中频抖动,灰板与胶片区域用55度硬SPEED刀版弹垫削弱高频震颤。经监测,整机噪音降低3–5分贝,轴承寿命延长,维修停机次数减少。广东省刀版弹垫哪家好。

刀版弹垫作用和使用方法:模切胶条在模切使用时,会被压缩变形,如果模切胶条距离刀线过近,会使胶条在受压时产生侧向分力,容易破坏纸张的连点或将纸线模切时使纸边拉毛,影响模切效果;如果距离发刀太远,则起不到防止纸板粘刀的效果。模切胶条距离刀线的理想距离为1-2mm之间。质量的刀版弹垫是什么样的,首先需要选择高密度发泡材质,绵细回弹力高,在模切中,不易粘刀塞刀另外刀版弹垫材料的硬度要适中,模切过程中,不会造成产品纸屑增多,保证切边齐整,其次是加工工艺必须是分条均匀;中间是虚连着这样才能很好分开和裁减分段再就是背胶工艺需要选择质量胶水,易撕开,且不残连,粘贴牢固,不易脱落。SPEED刀版弹垫如何同时降低车间粉尘与噪音排放。红色刀版弹垫
55度speed刀版弹垫模切灰板能避免哪些模切问题。红色刀版弹垫
厚度精细的SPEED刀版弹垫如何解决局部压力不均造成的半切半穿?刀模板在校版时相对怕压力不均,而SPEED刀版弹垫的厚度一致性成为解决之道。SPEED刀版弹垫厚度公差控制在±0.05mm,可确保刀面压力均衡分布。对于卡纸与胶片这类对压力敏感的材料,45度或55度硬SPEED刀版弹垫的均匀回弹能弥补刀板微变形,使每一条切线深度一致;对于瓦楞纸,30度硬SPEED刀版弹垫则通过柔软特性自动填补刀板与平台之间的微小间隙,防止局部压溃。借助标准厚度的SPEED刀版弹垫,自动模切机的调机时间由过去的三十分钟缩短到十分钟,废品率同步下降。SPEED刀版弹垫部分材料采用天然橡胶含量高,耐用性好,耐压缩能力强,回弹率力高,减少产品变形,适合对性能要求严格的用户。红色刀版弹垫
深圳市深华印刷器材科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 四川哪家的刀版弹垫哪家便宜 2026-03-18
- 红色刀版弹垫 2026-03-18
- 上海品牌刀版弹垫批量定制 2026-03-17
- 山西瓦楞纸盒刀版弹垫批量定制 2026-03-17
- 江西品牌刀版弹垫怎么使用 2026-03-15
- 江苏高回弹刀版弹垫哪家便宜 2026-03-15
- 哪些刀版弹垫生产 2026-03-14
- 山西加工定制刀版弹垫哪家便宜 2026-03-14